
Domov / Novinky / Priemyselné správy / Projekty odlievania hliníka: Sprievodca procesmi, zliatinami a dizajnom
Sprievodca odlievaním hliníka
Čo sú Odlievanie hliníka Projekty — a prečo dominujú modernej výrobe
Projekty odlievania hliníka zahŕňajú všetko od malých domácich odlievaní až po veľkoobjemovú priemyselnú výrobu pre letecký a automobilový sektor. Krátka odpoveď: odlievanie hliníka je jednou z najuniverzálnejších, nákladovo efektívnych a škálovateľných metód obrábania kovov, ktoré sú dnes k dispozícii, a rozsah životaschopných projektov – od okrasných záhradných sôch po konštrukčné bloky motorov – je skutočne obrovský. Ak hodnotíte, či prístup odlievania hliníka vyhovuje vašej aplikácii, odpoveď je takmer vždy áno, za predpokladu, že si vyberiete správny proces odlievania pre vašu geometriu, požiadavky na toleranciu a objem výroby.
Hustota hliníka je približne rovnaká 2,7 g/cm³ , menej ako jedna tretina ocele, ale moderné hliníkové zliatiny dosahujú pevnosť v ťahu nad 500 MPa. Tento pomer pevnosti a hmotnosti je to, čo posunulo odlievanie hliníka do toľkých náročných odvetví. Globálny trh hliníkových odliatkov bol ocenený na približne 67,5 miliardy USD v roku 2023 a predpovedá sa, že do roku 2030 presiahne 95 miliárd USD, podľa údajov zverejnených spoločnosťou Grand View Research – zložené ročné tempo rastu poháňané najmä prijatím elektrických vozidiel (EV) a mandátmi na odľahčenie v odvetviach dopravy.
Tento článok pokrýva celú oblasť: hlavné procesy odlievania, najlepšie hliníkové zliatiny pre konkrétne typy projektov, pravidlá návrhu, ktoré zabraňujú defektom, príklady projektov z reálneho sveta s výrobnými údajmi, dokončovacie techniky a úprimný pohľad na očakávania nákladov a dodacích lehôt. Či už ste výrobca plánujúci prvé odlievanie do piesku alebo produktový inžinier, ktorý hodnotí nástroje na tlakové liatie, nižšie uvedené informácie sú usporiadané tak, aby boli okamžite užitočné.
Päť procesov odlievania hliníka – porovnanie vedľa seba
Výber správneho procesu je tým najdôslednejším rozhodnutím pri akomkoľvek projekte odlievania hliníka. Každá metóda ponúka inú rovnováhu nákladov na nástroje, povrchovú úpravu, rozmerovú toleranciu, minimálnu hrúbku steny a ekonomické objednávacie množstvo. Nižšie uvedená tabuľka destiluje praktické kompromisy.
| Proces | Náklady na nástroje | Povrchová úprava (Ra) | Tolerancia (typická) | Najlepší rozsah hlasitosti | Min. Hrúbka steny |
|---|---|---|---|---|---|
| Odlievanie do piesku | Nízka (500 – 5 000 USD) | 12-25 µm | ±0,5–1,5 mm | 1 – 5 000 ks | 3-5 mm |
| Trvalá forma (gravitačná matrica) | Stredná (5 000 – 30 000 USD) | 3-6 µm | ±0,25–0,5 mm | 1 000 – 50 000 ks | 2-3 mm |
| Vysokotlakové odlievanie (HPDC) | Vysoká (20 000 – 200 000 USD) | 1-2 µm | ±0,05–0,15 mm | 10 000 – 1 000 000 ks | 0,8–1,5 mm |
| Investičné odlievanie (stratený vosk) | Stredne vysoké (3 000 – 50 000 USD) | 1,5-3 µm | ±0,1–0,25 mm | 100 – 20 000 ks | 1-2 mm |
| Odlievanie stratenej peny | Nízka – stredná (1 000 – 15 000 USD) | 5-10 µm | ±0,3–0,8 mm | 500 – 30 000 ks | 2-4 mm |
Odlievanie do piesku: Vstupný bod pre vlastné hliníkové projekty
Odlievanie do piesku zostáva najdostupnejšou metódou odlievania hliníka pre zákazkovú, maloobjemovú alebo prototypovú prácu. Zelený piesok (zmes kremičitého piesku, bentonitového ílu a vlhkosti) sa nabalí okolo dreveného alebo uretánového vzoru, vzor sa odstráni a roztavený hliník – zvyčajne pri 660 – 720 °C – sa naleje do dutiny. Časy cyklov sú v porovnaní s tlakovým liatím pomalé, ale v podstate neexistuje horná hranica veľkosti. Závod GM Casting v Defiance, Ohio, leje do piesku odlievané hliníkové bloky motorov s hmotnosťou viac ako 40 kg pomocou automatizovaných lisovacích liniek so zápalnými doskami – čo dokazuje, že odlievanie do piesku sa pri správnom obrábaní nedá použiť ako hobby.
Pre projekty zlievarní na dvore je zelený piesok lacný na miešanie a opätovné použitie. Základné dvojdielne nastavenie banky môže priniesť vynikajúce výsledky so zliatinami ako A356 alebo 319. Kritickým premenným je obsah vlhkosti: príliš vlhké vytvára pórovitosť pary; príliš suché kolabuje. Cieľ je zhruba 2-4% vlhkosti z hmotnosti , ľahko sa skontroluje štipkou.
Vysokotlakové liatie: objem, presnosť a tenké steny
HPDC vstrekuje roztavený hliník do kalenej oceľovej matrice pri tlaku 10–175 MPa , vyplnenie dutiny v priebehu milisekúnd. Proces je výnimočne rýchly – časy cyklu 30 – 120 sekúnd sú bežné pre stredne zložité diely – a produkuje diely takmer čistého tvaru s hrúbkou steny len 0,8 mm v optimalizovaných dizajnoch. Dominantným užívateľom je automobilový priemysel. Podľa Združenia hliníka približne 75 % všetkých automobilových hliníkových odliatkov sú vyrábané prostredníctvom HPDC, vrátane kľukových skríň motora, skríň prevodoviek a čoraz častejšie aj veľkých konštrukčných komponentov vyrábaných na mega odlievacích strojoch (giga lisoch) s upínacími silami až 9 000 ton, čo je technológia, ktorej priekopníkom bola Tesla a teraz ju prijali Toyota, Volvo a ďalšie.
Hlavným kompromisom HPDC je pórovitosť: zachytenie vzduchu počas rýchleho plnenia vytvára mikroskopické dutiny, ktoré môžu narušiť štrukturálnu integritu a zabrániť tepelnému spracovaniu. Vákuovo podporované tlakové liatie (VADC) to výrazne znižuje, čo umožňuje tepelné spracovanie T6 a posúva pevnosť v ťahu nad 300 MPa aj pri sekundárnych zliatinách kremíka.
Zliatiny hliníka – prispôsobenie materiálu požiadavkám projektu
Nie všetky hliníkové zliatiny sa lejú alebo fungujú rovnako. Zliatiny hliníka na odlievanie sú označené štvormiestnym systémom (napr. A380, A356, 319), ktorý označuje ich primárne legovacie prvky a zloženie. Výber zliatiny ovplyvňuje tekutosť, odolnosť proti roztrhnutiu za tepla, mechanickú pevnosť, odolnosť proti korózii a opracovateľnosť – všetky sa výrazne líšia medzi rodinami zliatin.
A380
A380 — Univerzálny HPDC Workhorse
A380 (Al-Si8,5Cu3,5) predstavuje viac ako 85 % všetkých hliníkových odliatkov v Severnej Amerike podľa Aluminium Association. Jeho vysoký obsah kremíka (7,5–9,5 %) poskytuje vynikajúcu tekutosť a minimálne zmrštenie, zatiaľ čo prísady medi zvyšujú pevnosť v ťahu na 317 MPa po odliatí. Nie je vhodný na eloxovanie (obsah medi spôsobuje škvrny), ale výnimočne dobre znáša práškový náter a farbu. Používa sa na kryty elektroniky, automobilové držiaky, kryty elektrického náradia a pneumatické rozvody.
A356
A356 — Konštrukčná a vzhľadová zliatina
A356 (Al-Si7Mg0,3) je štandardnou voľbou pre pieskové a trvalé formy, kde sa plánuje tepelné spracovanie T6. Po ošetrení roztokom pri 538 °C a umelom starnutí pri 154 °C poskytuje A356-T6 pevnosť v ťahu 262 MPa a medza klzu 186 MPa — podstatne lepšie ako hodnoty pri odliatom stave. Nízky obsah medi znamená, že eloxuje čisto, vďaka čomu je obľúbený pre architektonické odliatky, svietidlá, kolesá pre trh s náhradnými dielmi a kryty pre letectvo a kozmonautiku. Vynikajúca zvárateľnosť zliatiny je sekundárnou výhodou pri opravárenských alebo výrobných prácach.
319
319 — Automobilový priemysel a všeobecné strojárstvo
319 (Al-Si6Cu3.5) je tradičnou voľbou pre komponenty motora odlievané do piesku – hlavy valcov, sacie potrubia a skrine prevodovky. Jeho obsah medi dáva dobrú pevnosť pri zvýšených teplotách, čo je dôležité, keď prevádzkové prostredie prekročí 150 °C. Ford, GM a Chrysler už desaťročia používajú zliatiny rodiny 319 v hlavách motorov s tlačnou tyčou a OHC. Zliatina sa vyrába čisto a akceptuje tvrdú anodizáciu primerane dobre, ak je obsah medi kontrolovaný na spodnú hranicu špecifikácie.
535
535 (Almag 35) — námorné projekty a projekty odolné voči korózii
Pre projekty vystavené slanej vode alebo prostrediam s vysokou vlhkosťou – námorné vybavenie, pobrežné architektonické prvky, zariadenia na chemické spracovanie – 535 (Al-Mg6,8) ponúka výnimočnú odolnosť proti korózii, dobrú zvárateľnosť a prirodzený lesklý povrch po eloxovaní. Jeho nižší obsah kremíka sťažuje odlievanie (vyššia náchylnosť na roztrhnutie za tepla) a vyžaduje starostlivý dizajn vtoku a kontrolované teploty odlievania. Pevnosť v ťahu po odliatí je približne 240 MPa , porovnateľné s A356-T6 bez potreby tepelného spracovania.
Príklady projektu odlievania hliníka v reálnom svete v rôznych odvetviach
Šírka projektov odlievania hliníka v aktívnej výrobe je širšia, ako si väčšina ľudí uvedomuje. Nižšie uvedené príklady pokrývajú kontext nadšencov, priemyselných, architektonických a spotrebných produktov, pričom každý z nich obsahuje relevantné údaje o procese a zliatinách.
01
Backyard Foundry: Hliníkový kryt a podpera z pieskovaného hliníka
Populárny projekt odlievania hliníka na základnej úrovni v komunite výrobcov zahŕňa chrániče nožov na odlievanie do piesku, chrániče prstov a podpery pre vlastné čepele. Časti sú malé (typicky do 50 g), geometricky jednoduché a tolerujú drsnosť povrchu typickú pre liatie do zeleného piesku. A356 alebo šrotové piesty (často zliatina 4032) fungujú dobre. Teplota taveniny by sa mala udržiavať na 700 až 730 °C aby sa zabezpečilo úplné naplnenie bez nadmernej absorpcie plynu. Konečná úprava mokrým a suchým brúsnym papierom so zrnitosťou 120 až 600 s následným leštením dosahuje takmer zrkadlový vzhľad bez tepelného spracovania po odlievaní.
02
Architektonický hliníkový odliatok: Kryty stĺpov, zábradlia a ozdobné panely
Architektonické projekty odlievania hliníka majú dlhú históriu – hliníkový uzáver na Washingtonovom pamätníku, inštalovaný v roku 1884, zostáva jedným z prvých zaznamenaných použití presného odlievania hliníka. Moderné architektonické projekty využívajú trvalé odlievanie do formy alebo piesku so zliatinami A356 alebo 535. Typické aplikácie zahŕňajú okrasné schodiskové zábradlia, ozdobné hlavice stĺpov, fasádne panely budov a kovanie dverí na mieru. Eloxovanie – najmä eloxovanie tvrdým povlakom na 25–50 µm – poskytuje trvanlivú ochranu proti korózii nenáročnú na údržbu, ktorú možno zafarbiť podľa špecifikácií dizajnu. Niekoľko výrobcov v regióne pobrežia Mexického zálivu dodáva architektonické prvky liate do piesku s dodacími lehotami 4–8 týždňov pre vlastné vzory .
03
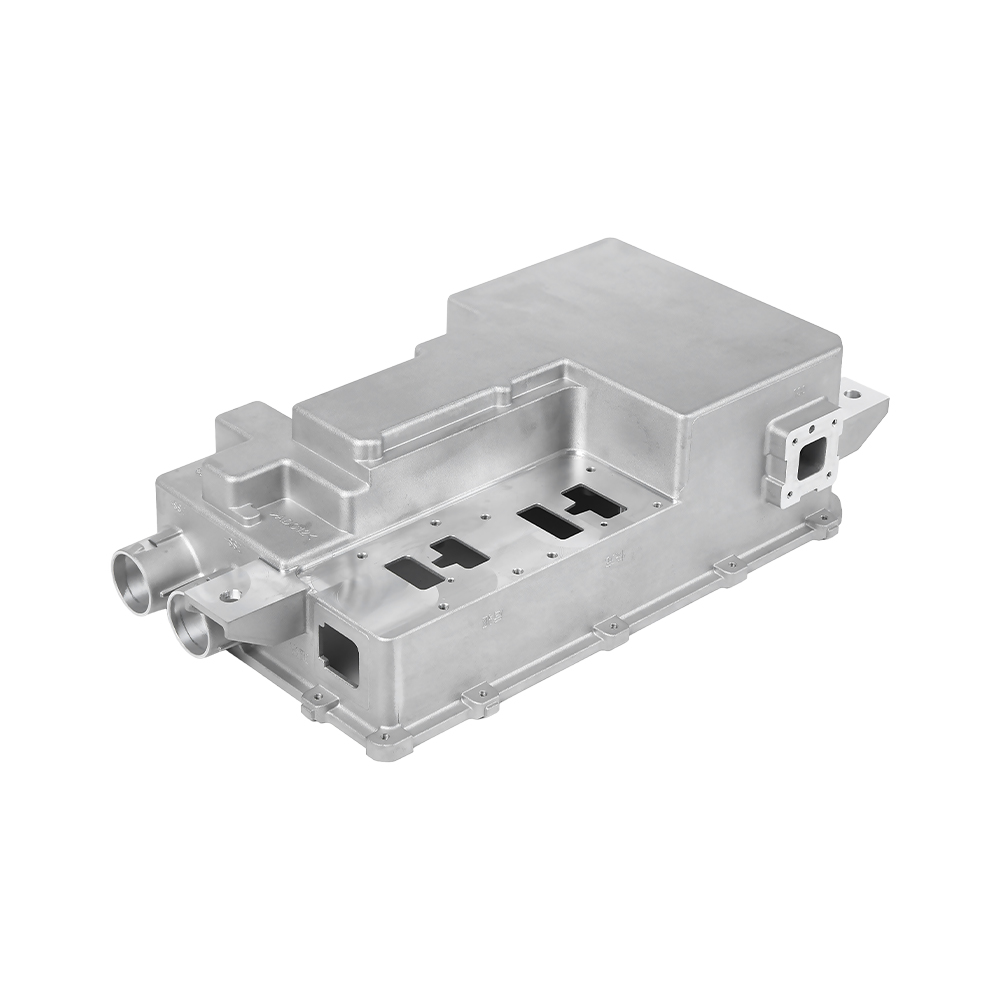
Automobilový priemysel: HPDC motorové bloky a konštrukčné odliatky
Moderné motory kompaktných automobilov používajú bloky z hliníkovej zliatiny takmer univerzálne. BMW N52 inline-six, predstavené v roku 2004, používa horčíkovo-hliníkový kompozitný blok s liatou hliníkovou základnou doskou a kľukovou skriňou odvodenou od A380 – dizajn, ktorý sa oholil. 10 kg zo skoršieho železného bloku motora. Súčasné konštrukcie zásobníkov batérií EV, ako sú tie, ktoré sa používajú v platformách Rivian a Hyundai Ioniq, sú viacdutinové hliníkové odliatky HPDC s integrovanými chladiacimi kanálmi, ktoré kombinujú až sedem predtým samostatných lisovaných a zváraných dielov do jedného sieťového odliatku. Toto spevnenie skracuje čas montáže a zlepšuje tuhosť konštrukcie pri približne o 30 % nižšej hmotnosti v porovnaní s ekvivalentnými oceľovými konštrukciami.
04
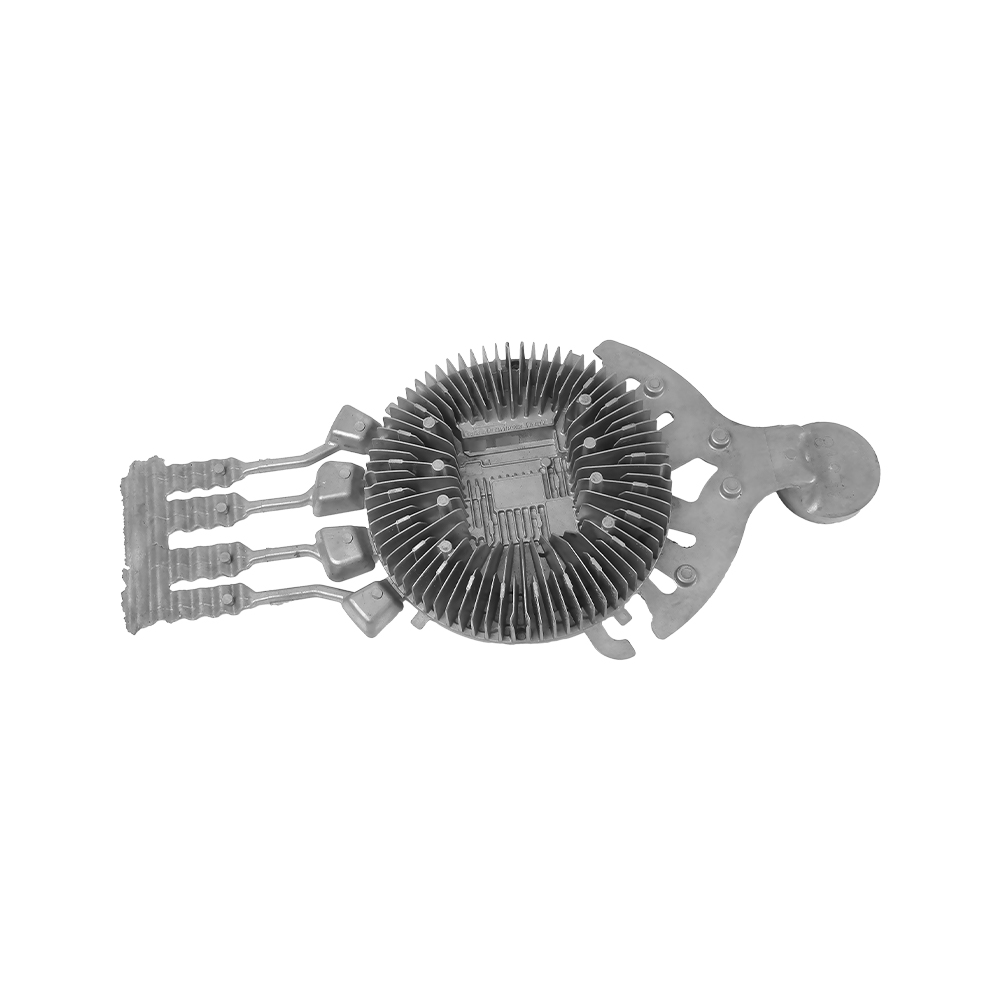
Elektronické kryty: Tepelný manažment prostredníctvom odlievania
Vysokovýkonná elektronika – motorové pohony, výkonové meniče, zosilňovače telekomunikačných základňových staníc, ovládače LED – často používa hliníkové odliatky na kryty, pretože materiál slúži ako kryt aj chladič. Kryty A380 HPDC s integrovanými lamelami dosahujú hodnoty tepelného odporu 0,5–1,5 °C/W v prirodzenej konvekcii, postačujúce pre mnohé priemyselné aplikácie bez núteného vzduchu. Pre aplikácie RF tienenia poskytuje hrúbka steny 3–5 mm v A380 efektívny útlm nad 500 MHz. Zatavovacie liatie je preferované, keď je potrebná komplexná geometria vnútorného prietokového kanála pre kvapalinou chladené studené dosky.
05
Letectvo a kozmonautika: Investičné štrukturálne konzoly a kryty
Investičné liatie so zliatinami A356 alebo A357 je štandardnou praxou pre držiaky drakov lietadiel, kryty avioniky a hydraulické rozvody, kde zložitosť geometrie a úzke tolerancie eliminujú obrábanie ako cenovo výhodnú možnosť. Typické hliníkové investičné odliatky používané v lietadlách dosahujú rozmerové tolerancie ±0,13 mm a povrchovou úpravou 3,2 µm Ra bez dodatočného opracovania. Tento proces umožňuje podrezanie, tenké steny a organické obrysy, ktoré liatie do piesku nedokáže spoľahlivo vytvoriť. Spoločnosti ako Precision Castparts a Hitchiner Manufacturing dodávajú takéto investičné odliatky z leteckého hliníka pre platformy Boeing, Airbus a Lockheed Martin.
06
Umenie a sochárstvo: Projekty odlievania hliníka zo stratenej peny
Odlievanie zo stratenej peny je obľúbené medzi sochármi a umelcami, pretože EPS pena môže byť tvarovaná, vyrezávaná a zostavená bez akéhokoľvek uhla sklonu alebo jadrovej skrinky - pena je spotrebovaná roztaveným hliníkom počas odlievania a zanecháva presnú repliku pôvodného modelu. Komunitné umelecké zlievarne v mestách ako Chicago a Portland ponúkajú otvorený prístup k liatiam strateného penového hliníka. Výber zliatiny je menej dôležitý pre čisto dekoratívne kusy; sekundárny šrot A380 alebo 383 poskytuje adekvátne výsledky s dobrou tekutosťou. Nalievanie zvyčajne používa a 2-4 mm sprue and riser system vzhľadom na objem dielu, aby sa zabezpečilo úplné vyplnenie tenkých sochárskych prvkov.
Pravidlá dizajnu, ktoré zabránia chybám v projektoch odlievania hliníka
Väčšina defektov hliníkových odliatkov je navrhnutá, nie vyrábaná. Dodržiavanie zavedených smerníc návrhu na odlievanie (DFC) počas fázy CAD eliminuje väčšinu porúch pórovitosti, zlyhania za studena, nesprávneho chodu a roztrhnutia za tepla pred vyrezaním jednej formy. Nasledujúce pravidlá platia široko pre procesy liatia do piesku, trvalej formy a tlakového liatia, pričom sú zaznamenané úpravy špecifické pre daný proces.
Rovnomernosť hrúbky steny
Nerovnomerná hrúbka steny vytvára rozdielne rýchlosti chladenia, ktoré poháňajú pórovitosť zmršťovania smerom k oblasti, ktorá ako posledná tuhne. Odporúčaným cieľom návrhu je zmena hrúbky steny nie väčšia ako 2:1 medzi susednými časťami . Tam, kde sú ťažké náliatky alebo príruby nevyhnutné, skrútenie materiálu alebo zmiešavanie prechodov s veľkými polomermi znižuje teplotný rozdiel hmotnosti. Pre HPDC sa zamerajte na nominálnu hrúbku steny 2–4 mm pre väčšinu konštrukčných aplikácií; steny nad 6 mm začnú akumulovať plynovú pórovitosť, pokiaľ sa nepoužije vákuové plnenie.
Zaoblenia a polomery vo všetkých vnútorných rohoch
Ostré vnútorné rohy koncentrujú napätie a vytvárajú horúce miesta počas tuhnutia. Minimálny vnútorný polomer zaoblenia 1,5 × hrúbka steny odporúča sa podľa smerníc ASM International Aluminium Casting Design. Dokonca aj polomer 1 mm dramaticky znižuje faktory koncentrácie napätia v porovnaní so skutočne ostrým rohom. Vonkajšie rohy môžu byť ostrejšie (minimálny polomer 0,5 mm), ale nikdy by nemali byť úplne hranaté v prípade liateho hliníka.
Uhly ponoru na uvoľnenie formy
Všetky povrchy rovnobežné so smerom ťahania formy vyžadujú uhly ponoru. Štandardné minimá sú 1–2° pre liatie do piesku, 1–3° pre trvalú formu a 0,5–1,5° pre HPDC na vonkajších povrchoch (o niečo viac na vnútorných povrchoch, pretože odliatok sa na jadrách zmršťuje). Nedostatočný ťah vedie k opotrebovaniu formy, lámaniu jadra a ťažkostiam s extrakciou, čo nakoniec poškodí odliatok. Povrchy smerujúce k forme by nemali mať žiadny prievan; na výkrese jasne špecifikujte, ktorým smerom je deliaca rovina.
Hradlovanie a stúpanie pre smerové tuhnutie
Dobrý dizajn vtoku privádza tekutý kov postupne od tenkých po hrubé časti, čím sa zabezpečí, že najťažšie oblasti zostanú spojené so zásobníkom kvapaliny – stúpačkou – až do úplného stuhnutia. Podľa Chvorinovho pravidla (čas tuhnutia úmerný (objem/plocha povrchu)²) sa riadi veľkosť stúpačky: stúpačka musí mať modul min. 1,2× väčšia ako v najťažšej sekcii živí sa to. Simulačný softvér ako MAGMASOFT, Flow-3D a ProCAST sa široko používa na overenie návrhu vtoku a stúpačky pred rezaním výrobných nástrojov, čím sa výrazne znižujú náklady na pokusy a omyly.
Dizajn závitu a vložky z liateho hliníka
Hliníkový odliatok je príliš mäkký na priame hrubé závity v aplikáciách spojovacích prvkov s vysokým krútiacim momentom. Možnosti zahŕňajú: (1) odlievanie oceľových alebo mosadzných závitových vložiek – produkty Heli-Coil a E-Z Lok sú obľúbené pre aplikácie dodatočnej montáže; (2) použitím opracovaných závitov po odliatí s min 1,5× priemer závitu dĺžka záberu ; alebo (3) špecifikovanie inštalácie ultrazvukovej vložky pre dizajny susediace s termoplastom. HPDC diely môžu obsahovať dierované otvory s minimálnym priemerom 2,0 mm so starostlivým dizajnom matrice, čím sa znižujú požiadavky na vŕtanie po odliatí.
Kontrola kvality taveniny – krok, ktorý väčšina začiatočníkov prehliada pri odlievaní hliníka
Kvalita roztaveného hliníka v mieste odlievania určuje strop kvality hotového odliatku. Dokonale navrhnutý diel odliaty zo zle pripraveného kovu bude stále vykazovať pórovitosť, oxidové inklúzie a znížené mechanické vlastnosti. Skúsení prevádzkovatelia zlievarní berú prípravu taveniny rovnako vážne ako návrh formy.
Pórovitosť vodíka: Najbežnejšia chyba hliníkového odliatku
Hliník ľahko rozpúšťa vodík vo svojom kvapalnom stave - tekutý hliník pri 750 ° C môže držať približne 0,65 cm³ na 100 g kovu v porovnaní s iba 0,034 cm³ na 100 g v pevnom stave (podľa údajov Aluminium Association). Keď tavenina stuhne, veľká väčšina rozpusteného vodíka sa vylúči a vytvorí mikroskopické bubliny – pórovitosť – v celom odlievaní. Primárnymi zdrojmi vodíka sú atmosférická vlhkosť, vlhký šrot, olejové vratné látky a mokré toky.
Odplynenie suchým dusíkom alebo argónom prostredníctvom rotačnej odplyňovacej jednotky (proces SNIF alebo ekvivalent) znižuje rozpustený vodík pod 0,10 cm³ na 100 g v komerčnej praxi — hlboko pod prahom viditeľnej pórovitosti vo väčšine geometrií odliatkov. Fanúšikovia bez rotačného odplyňovacieho zariadenia môžu používať hexachlóretánové tablety (s vhodnou ventiláciou – proces vytvára plynný chlór) alebo jednoducho minimalizovať vystavenie tavenine vlhkosti predhriatím všetkých nástrojov a ponechaním zatvorených viečok pece.
Oxidové inklúzie a prax toku
Hliník pri vystavení vzduchu okamžite oxiduje a vytvára tenkú, ale trvácnu vrstvu oxidu hlinitého (Al₂O₃). Turbulentné odlievanie prehýba túto kožu do taveniny, čím sa vytvárajú oxidové bifilmy, ktoré pôsobia ako miesta iniciácie prasklín v stuhnutom odliatku. Zosnulý profesor John Campbell z University of Birmingham strávil desaťročia dokumentovaním toho, ako sú oxidové bifilmy hlavnou príčinou väčšiny rozptylu mechanických vlastností hliníkových odliatkov – variabilita pevnosti v ťahu 30 – 40 % pri identických odliatkoch často súvisí s distribúciou bifilmov.
Praktické protiopatrenia zahŕňajú: spodné nalievacie naberačky namiesto vrchných nalievacích naberačiek, keramické penové filtre vo vtokovom systéme (20–30 ppi pre hliník), zníženú výšku nalievania a kontrolovanú rýchlosť odlievania a minimalizáciu turbulencií na vstupe do formy. Prídavky taviva (pokrývajúce tavivá, ako sú zmesi chloridu draselného/chloridu sodného) chránia povrch taveniny pred atmosférickou oxidáciou medzi ohrevmi a pomáhajú spájať častice oxidu, aby sa pred nalievaním oddelili.
Regulácia teploty a prehriatie
Väčšina zliatin hliníka má teploty likvidu medzi 555 °C a 615 °C . Nalievanie pri nadmernom prehriatí (viac ako 80–100 °C nad likvidom) zvyšuje absorpciu plynu, tvorbu oxidov a eróziu formy v HPDC. Nalievanie príliš za studena vytvára chybné toky a studené uzávery - oblasti, kde pred naplnením formy stuhne kovová predná časť. Optimálna teplota liatia pre väčšinu aplikácií spadá medzi 680 °C a 740 °C , pričom významnú úlohu zohráva aj teplota formy: trvalé formy sa pre hliník zvyčajne predhrievajú na 200–350 °C.
Operácie po odlievaní: Tepelné spracovanie, obrábanie a povrchová úprava
Väčšina projektov odlievania hliníka vyžaduje aspoň nejakú prácu po odlievaní. Operácie nižšie sú uvedené v poradí, v akom by sa zvyčajne vykonávali vo výrobe.
Krok 1
Degovanie a pretrepávanie
Pieskové odliatky sa po stuhnutí vytriasajú z formy (zvyčajne do 5–30 minút v závislosti od hmotnosti dielu). Vodiace lišty a stúpačky sa odstraňujú pílením, brúsením alebo hydraulickým rozbíjaním. Diely HPDC sa orezávajú vo vyhradenej orezávacej matrici, ktorá strihá záblesky a bežce jediným zdvihom lisu s dobami cyklu 5–15 sekúnd na diel. Deliaca čiara odliatkov na pieskových odliatkoch zvyčajne vyžaduje ručné brúsenie, aby sa spojila s povrchom odliatku.
Krok 2
Tepelné spracovanie (ak je špecifikované)
Označenie T6 – tepelné spracovanie v roztoku, po ktorom nasleduje umelé starnutie – je najčastejšie špecifikované tepelné spracovanie hliníkových odliatkov. Pre A356:
- Ošetrenie roztokom: 538 °C ± 6 °C počas 4–12 hodín (v závislosti od hrúbky rezu)
- Kalenie: voda pri 60–80 °C (teplé kalenie minimalizuje deformáciu zvyškového napätia)
- Vek: 154 °C ± 6 °C počas 6–12 hodín
Táto sekvencia rozpúšťa zrazeniny Mg2Si do roztoku a potom ich znova vyzráža ako jemnú disperziu, ktorá bráni pohybu dislokácie, čím sa medza klzu zvyšuje približne od 83 MPa (teplota F) až 186–207 MPa (teplota T6) .
Krok 3
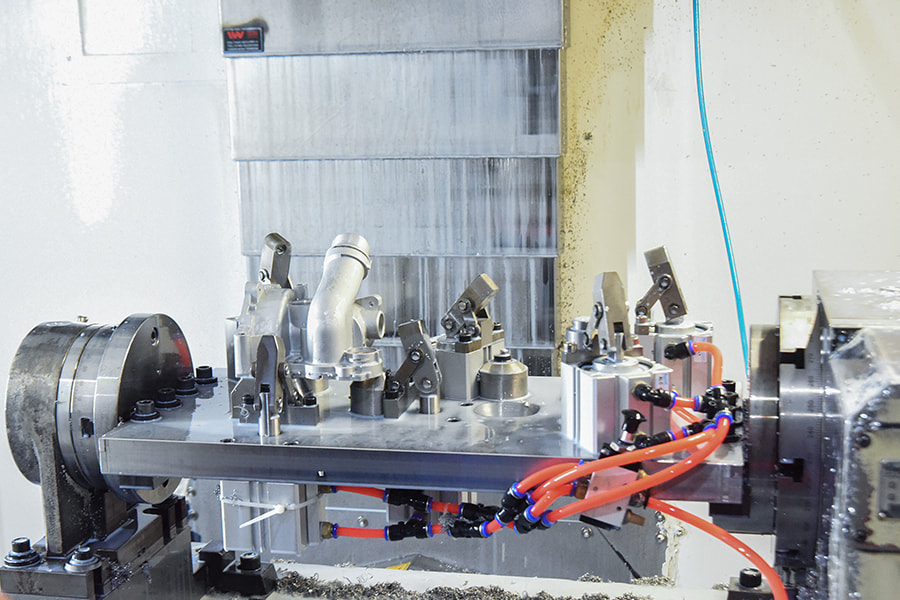
CNC obrábanie kritických povrchov
Obrábajú liate hliník výnimočne dobre – životnosť nástroja je zvyčajne 10-20x dlhšie pri obrábaní hliníka oproti oceli pri ekvivalentných podmienkach zaťaženia trieskou. Vysokorýchlostné CNC obrábanie hliníka využíva karbidové nástroje, rezné rýchlosti 300 – 600 m/min (povrchové stopy za minútu: 1 000 – 2 000) a chladiacu kvapalinu alebo mazanie minimálnym množstvom (MQL). Referenčné prvky obrobené do odliatku – podložky, otvory a polohovacie otvory – vytvárajú referenčný rámec pre všetky nasledujúce obrábacie operácie. Pre vysokoobjemové diely HPDC sú v odlievacích bunkách pre automobily bežné vyhradené prenosové linky s dobou cyklu pod 60 sekúnd na diel.
Krok 4
Možnosti povrchovej úpravy hliníkových odliatkov
Rozsah možností povrchovej úpravy pre projekty odlievania hliníka je široký:
- Eloxovanie: Elektrochemická oxidácia, ktorá vytvára hustú vrstvu oxidu hlinitého s hrúbkou 5–25 µm (typ II) alebo 25–100 µm (tvrdá anodizácia typu III). Poskytuje vynikajúcu odolnosť proti korózii a opotrebovaniu. Najlepšie so zliatinami A356 alebo 535.
- Práškové lakovanie: Elektrostatické nanášanie termosetového polymérového prášku, vytvrdzovaného pri 160–200°C. Vynikajúca UV odolnosť, široký rozsah farieb, cenovo výhodné pre stredné až vysoké objemy. Kompatibilné so všetkými odlievacími zliatinami.
- Chromátový konverzný náter: Trojmocný chromát (Alodine/Iridit) poskytuje ochranu proti korózii a priľnavosť farby pre letecké a obranné aplikácie. V súlade s RoHS s trivalentnými formuláciami.
- Tryskanie a vibračné odihlovanie: Mechanická povrchová úprava, ktorá odstraňuje otrepy, zlepšuje vzhľad povrchu a môže sa použiť na vytvorenie zvyškových tlakových napätí (variant brokovania), ktoré zlepšujú únavovú životnosť až o 30 %.
- Bezproudové niklovanie: Nanáša rovnomernú 10–50 µm vrstvu niklu a fosforu, ktorá výrazne zlepšuje tvrdosť (500–700 HV po tepelnom spracovaní) a odolnosť proti opotrebovaniu, používa sa na formy, puzdrá a klzné povrchy.
Štruktúra nákladov na projekty odlievania hliníka – čo určuje cenu
Pochopenie nákladových faktorov pomáha projektovým inžinierom robiť lepšie rozhodnutia pri výbere procesov a poskytuje tímom obstarávateľov rámec na vyhodnotenie ponúk od dodávateľov odliatkov.
Riešenie problémov s bežnými chybami hliníkových odliatkov
S chybami sa stretávajú aj skúsení prevádzkovatelia zlievarní. Nižšie uvedená tabuľka mapuje najčastejšie chyby hliníkových odliatkov s ich hlavnými príčinami a nápravnými opatreniami.
| Defekt | Vzhľad | Primárna príčina | Nápravné opatrenie |
|---|---|---|---|
| Pórovitosť plynu | Okrúhle dutiny, hladké steny, náhodné rozloženie | Rozpustený vodík v tavenine | tavenina odplynu; vysušte všetky nástroje a šrot; znížiť prehriatie |
| Poréznosť zmršťovania | Nepravidelné dutiny, hrubé steny, v ťažkých častiach | Nedostatočné kŕmenie / vstávanie | Zvýšte veľkosť stúpačky; pridať zimnicu do ťažkých častí; redizajn pre jednotnú stenu |
| Cold Shut | Lineárny šev na povrchu, slabé rozhranie | Dve kovové čelá, ktoré sa pred stretnutím ochladili | Zvýšte teplotu nalievania; zlepšiť hradlovanie, aby sa toky zlúčili skôr |
| Horúce slzenie | Roztrhané trhliny pri zmene zaoblenia alebo sekcie | Tepelné napätie v neskoršom štádiu tuhnutia | Zvýšte polomery zaoblenia; pridať pružnosť jadrám; predhriať formu |
| Oxidové inklúzie | Na obrobenej časti sú viditeľné tmavé pruhy alebo filmy | Turbulentne sa liace, skladané oxidové šupky | Znížte výšku nalievania; použite keramický penový filter; zabráňte pretaveniu odpadu |
| Misrun | Neúplná výplň, zaoblené neúplné okraje | Kov je príliš studený, tenká časť, slabé vetranie | Zvýšte teplotu nalievania; zahustiť tenké steny; pridajte vetracie otvory do formy |
Udržateľné odlievanie hliníka – recyklácia, energia a obehové hospodárstvo
Hliník je najrecyklovateľnejší konštrukčný kov bežne používaný a táto vlastnosť zásadne mení kalkuláciu udržateľnosti projektov odlievania hliníka v porovnaní s alternatívami ocele alebo zinku. Recyklácia hliníka vyžaduje len 5 % energie potrebnej na výrobu primárneho hliníka z bauxitovej rudy — približne 2–3 kWh/kg pre sekundárnu výrobu oproti 45–55 kWh/kg pre primárnu výrobu (údaje z Medzinárodného inštitútu pre hliník, 2023). Rozdiel v uhlíkovej stope je rovnako dramatický: sekundárny hliník vytvára približne 0,5 až 1,0 kg CO₂ na kg kovu v porovnaní s 8 až 12 kg CO₂ na kg pri primárnom tavení poháňanom uhlím.
Koniec 75 % všetkého hliníka, ktorý sa kedy vyrobil, sa dodnes používa , podľa Aluminium Association. Automobilový sektor má najvyššiu mieru recyklácie hliníka spomedzi všetkých koncových použití – vozidlá po dobe životnosti predstavujú hustý, oddelený zdroj čistého šrotu zliatiny odlievania, ktorý sa vracia späť do sekundárnej výroby zliatiny HPDC s minimálnou degradáciou kvality. Táto účinnosť v uzavretej slučke je jedným z dôvodov, prečo výrobcovia automobilov uvádzajú hliníkový odliatok ako dizajnovú voľbu kladnú na udržateľnosť, a to aj na platformách vozidiel s vysokou energetickou náročnosťou.
Pre zlievarenské prevádzky rekuperácia energie z výfukových plynov z pece, monitorovanie chémie taveniny v reálnom čase na minimalizáciu cyklov pretavovania a výmurovky pecí z keramických vlákien, ktoré znižujú tepelné straty o 15 – 25 % v porovnaní so staršími žiaruvzdornými konštrukciami, to všetko prispieva k zníženiu environmentálnych stôp v moderných zariadeniach na odlievanie hliníka. Niekoľko európskych zlievarní – vrátane Rheinfelden Alloys a Novelis – sa do roku 2030 zaviazalo k uhlíkovo neutrálnym operáciám odlievania hliníka prostredníctvom kombinácie obnoviteľných zdrojov energie a offsetových programov.
Nové trendy v odlievaní hliníka – čo mení priemysel
Odvetvie odlievania hliníka prechádza významnými technickými zmenami poháňanými elektrifikáciou, digitálnou výrobou a vývojom nových zliatin. Pochopenie týchto trendov je dôležité pre každého, kto plánuje viacročné programy odlievania hliníka.
Mega-casting a štrukturálna integrácia
Použitie 6 000-tonových a 9 000-tonových giga lisov na odlievanie celých zadných častí spodku EV ako jeden hliníkový tlakový odliatok – nahradenie 70 – 100 jednotlivých lisovaných a zváraných dielov – vyvolalo značný záujem v celom automobilovom priemysle. Toyota, Volvo, General Motors a niekoľko čínskych OEM ohlásili podobné programy. Odliatky využívajú zákazkové vysokovákuové tlakové liatie so zliatinami Al-Si-Mg špeciálne vyvinutými pre konštrukčné megaodlievanie, ktoré dosahuje predĺženia nad 10 % a pevnosti v ťahu nad 250 MPa po odliatí, bez tepelného spracovania. Tento vývoj zásadne mení ekonomiku výroby konštrukcie karosérie pri objemoch nad 100 000 kusov ročne.
3D tlačené pieskové formy a jadrá
Spojovacia trysková tlač foriem z kremičitého piesku (pomocou systémov od ExOne/Desktop Metal, Voxeljet a Viridis3D) odstránila z pieskového odlievania krok vytvárania vzorov, čo umožnilo jednodielnu výrobu zložitých hliníkových odliatkov s vnútornými priechodmi, ktoré je geometricky nemožné vytvoriť pomocou konvenčných metód. Dodacia lehota od súboru CAD po prvý odliatok je teraz 3–5 pracovných dní s vytlačenými pieskovými formami oproti 4–8 týždňov pre konvenčný vzor a nástroje. Ford, John Deere a niekoľko leteckých spoločností používa tlačené pieskové formy na prototypové a nízkoobjemové hliníkové odliatky s nákladmi na súčiastky, ktoré sú konkurencieschopné s obrábanými alternatívami pre zložité geometrie.
Monitorovanie procesov v reálnom čase a kontrola kvality AI
Senzorové polia zabudované v strojoch na tlakové liatie teraz zachytávajú profily tlaku výstrelu, povrchové teploty formy a údaje o rýchlosti kovu v milisekundovom rozlíšení. Modely strojového učenia trénované na historických údajoch o chybách dokážu predpovedať pórovitosť zmršťovania a pravdepodobnosť studeného uzavretia zo signatúr profilu výstrelu pred odstránením dielu z matrice – čo umožňuje automatické odmietnutie výstrelov mimo špecifikácie bez röntgenovej kontroly. Niekoľko dodávateľov automobilových odliatkov úrovne 1 hlási zníženie miery šrotu o 30 – 50 % po nasadení takýchto monitorovacích systémov v reálnom čase, čo sa priamo premietne do nižších nákladov a zlepšených metrík udržateľnosti.
Vývoj zliatin pre tepelný manažment elektrických vozidiel
Chladiace dosky batérií EV vyžadujú hliníkové odlievacie zliatiny s vysokou tepelnou vodivosťou, vynikajúcou tlakovou tesnosťou (bez pórovitosti) a schopnosťou vytvárať spájkované spoje. Štandard A380 má tepelnú vodivosť približne 96 W/m·K — primerané, ale nie optimálne. Nové zliatiny z rodiny Al-Si-Mg s kontrolovaným obsahom železa a medi vyvíjajú spoločnosti vrátane Novelis, Constellium a Impol s cieľom dosiahnuť vodivosť nad 160 W/m·K v odliatom stave, čo umožňuje kompaktnejšie a efektívnejšie systémy batérií chladených kvapalinou. Ide o aktívnu oblasť výskumu zliatin s viacerými patentmi podanými v rokoch 2022–2024.
Často kladené otázky o projektoch odlievania hliníka
Aká je najlepšia hliníková zliatina pre projekt prvého odlievania?
Pre začiatočníkov, ktorí používajú záhradnú pec a formy na surový piesok, sú recyklované piesty (zvyčajne zliatina 4032 alebo 2618) alebo čistý ingot A356 výbornými východiskovými bodmi. Obidva majú dobrú tekutosť pri typických teplotách odlievania na dvore 700 – 730 °C a ani jeden nemá výrazne toxické legovacie prísady. A356 je o niečo tolerantnejší voči vlhkosti v piesku, pretože jeho obsah kremíka zlepšuje tekutosť aj pri nižších teplotách. Vyhnite sa neznámemu šrotu z elektroniky alebo potiahnutých dielov – kontaminanty zo spájky, tlakového odliatku zinku alebo pokovovania môžu produkovať toxické výpary a zlú kvalitu odliatku.
Ako zabránim pórovitosti mojich hliníkových odliatkov?
Pórovitosť má dve hlavné príčiny: rozpustený vodík (pórovitosť plynu) a nedostatočné zásobovanie zmršťovaním (poréznosť zmršťovania). Na riešenie pórovitosti plynu udržujte všetky materiály formy a kov suché, použite krycie tavidlo a pred nalievaním taveninu odplynite. Aby ste vyriešili pórovitosť zmršťovania, uistite sa, že vaša stúpačka je dostatočne veľká na to, aby po stuhnutí odliatku zostala tekutá – modul stúpačky musí presahovať modul najťažšej časti odliatku aspoň o 20 %. Chladničky umiestnené v blízkosti ťažkých častí tiež pomáhajú tým, že urýchľujú lokálne tuhnutie, aby sa znížila potreba zmršťovania.
Aká je minimálna hrúbka steny dosiahnuteľná pri odlievaní hliníka?
Minimálna hrúbka steny závisí od procesu odlievania. Vysokotlakovým liatím sa dosahujú najtenšie steny – nízke ako 0,8 mm v optimalizovaných konštrukciách lisovníc s vysokorýchlostným vstrekovaním kovu. Investičný odliatok spoľahlivo dosahuje 1,0–1,5 mm. Rukoväte na odlievanie do trvalej formy (gravitačná forma) minimálne 2–3 mm. Odlievanie do piesku zvyčajne vyžaduje minimálne steny 3–5 mm na spoľahlivé vyplnenie, aj keď skúsení prevádzkovatelia zlievarní dosiahli 2 mm v menších častiach so zliatinami s vysokou tekutosťou kremíka a dobre uzavretými formami.
Dá sa zvárať liaty hliník?
Áno, mnohé zliatiny hliníka sa dajú zvárať, ale tento proces si vyžaduje starostlivosť. Zliatiny A356 a 535 sú najzvárateľnejšie bežné odlievacie zliatiny. Zváranie plynovým volfrámovým oblúkom (GTAW/TIG) s prídavným drôtom 4043 alebo 5356 je štandardnou praxou. Časti HPDC obsahujúce A380 sa vo všeobecnosti považujú za nezvárateľné v konštrukčných aplikáciách kvôli obsahu medi a pórovitosti plynu, ktorá sa uvoľňuje počas zvárania. Ak zvárate liaty hliník, predhrejte oblasť na 150–200 °C, aby ste znížili praskanie spôsobené tepelným šokom, a pre konštrukčné spoje v A356 sa odporúča uvoľnenie napätia po zváraní pri teplote 175 °C počas 2–4 hodín.
Ako dlho trvá výroba hliníkových odliatkov?
Dodacie lehoty sa výrazne líšia podľa procesu a miesta dodávateľa. Pri 3D tlačených odliatkoch do pieskových foriem (množstvá prototypov) sú dodacia lehota prvého článku 3–10 pracovných dní sú dosiahnuteľné od zavedených dodávateľov. Konvenčné liatie do piesku s novým vzorom: 4–8 týždňov na výrobu modelu plus 1–2 týždne na odlievanie. HPDC s novým nástrojom: 10–20 týždňov na výrobu lisovníc, potom výrobné množstvá za 2–4 týždne. Investičné liatie: 8–16 týždňov pre nástroj, 3–6 týždňov pre výrobu. Programy zrýchleného nástroja s vyššími nákladmi môžu u prémiových dodávateľov skrátiť tieto časové harmonogramy o 30 – 50 %.
Aký je rozdiel medzi tlakovým liatím a liatím hliníka do piesku?
Pieskové odlievanie používa spotrebné pieskové formy, ktoré sa zničia, aby sa diel uvoľnil, čo umožňuje zložitú geometriu a veľmi veľké diely, ale s nižšou povrchovou úpravou, širšími toleranciami a pomalšími časmi cyklu. Tlakové liatie využíva trvalo tvrdené oceľové formy (zápustky) a vstrekuje kov pod vysokým tlakom – dosahuje vynikajúcu povrchovú úpravu (1–2 µm Ra), úzke tolerancie (±0,05–0,15 mm) a veľmi vysokú rýchlosť výroby (30–120 sekundové cykly), ale s vysokými nákladmi na nástroje a minimálnymi požiadavkami na množstvo, ktoré spôsobujú, že je neekonomické pod približne 10 000 dielov. Odlievanie do piesku je lepšie pre prototypy, veľké diely a malé objemy; tlakové liatie vyniká pri veľkosériovej výrobe malých až stredne presných komponentov.
Je hliníkový odliatok šetrný k životnému prostrediu?
Odlievanie hliníka pomocou sekundárnej (recyklovanej) zliatiny patrí medzi environmentálne priaznivejšie dostupné procesy spracovania kovov. Sekundárny hliník vyžaduje iba 5 % energie na výrobu primárneho hliníka a vytvára zlomok emisií CO₂. Vysoká recyklovateľnosť hliníka – s mierou recyklácie nad 90 % v automobilovom sektore – a uzavretý tok materiálu v mnohých zlievarenských prevádzkach ho robia výrazne ekologickejším ako procesy využívajúce primárne kovy. Hlavnými environmentálnymi problémami sú emisie fluoridov z používania taviva (riadené mokrými práčkami v moderných zlievarňach) a riadenie chladiacej kvapaliny v obrábacích operáciách.
Môžem eloxovať diely z tlakovo liateho hliníka?
Štandardné zliatiny HPDC ako A380 (ktorá obsahuje 3–4 % medi) neeloxujú do konzistentnej kvality – obsah medi spôsobuje hnedé alebo čierne škvrny v anodickej vrstve. Pre povrchy s eloxovaným vzhľadom na tlakovo liatom hliníku špecifikujte zliatinu s nízkym obsahom medi, ako napríklad A360 (meď pod 0,6 %) alebo špeciálnu kozmetickú zliatinu na tlakové liatie. Zliatiny A356 a 535 eloxujú čisto a rovnomerne prijímajú farebné farbivá. Ak sa vyžaduje tlakové liatie a je špecifikovaná eloxácia, pracujte s dodávateľom odliatkov na výbere vhodnej zliatiny s nízkym obsahom medi počas fázy návrhu, namiesto toho, aby ste zisťovali nekompatibilitu po výrobe nástrojov.








