
Domov / Novinky / Priemyselné správy / Hliníkové opracované diely vs odlievanie: tolerancia, náklady a zliatiny
Hliníkové opracované diely prekonávajú odlievanie hliníka, keď na tolerancii a celistvosti konštrukcie najviac záleží
Krátka odpoveď: vyberte si hliníkové opracované diely vždy, keď komponent vyžaduje prísne rozmerové tolerancie (zvyčajne ±0,01 mm až ±0,05 mm), úplne hustú mikroštruktúru bez pórovitosti alebo nízky až stredný objem výroby, kde náklady na nástroje nemôžu byť odôvodnené. Vyberte si hliníkový odliatok keď je geometria zložitá, veľkosť série je veľká (často 10 000 jednotiek) a je prijateľná o niečo nižšia rozmerová presnosť. Ani jeden proces nie je univerzálne „lepší“ – riešia rôzne technické problémy a najsilnejšie dodávateľské reťazce v skutočnosti kombinujú oboje, pričom obrábajú kritické spojovacie povrchy na odliatku.
Tento článok rozoberá skutočné rozdiely medzi subtraktívnym obrábaním a odlievaním, zliatiny, ktoré každý proces uprednostňuje, tolerancie, ktoré môžete reálne očakávať, a spôsob, akým kupujúci v skutočnosti robia rozhodnutie o kompromise pri skutočných výrobných objednávkach v roku 2026.
Ako sa vlastne vyrábajú hliníkové obrábané diely
Obrábané hliníkové diely začínajú svoj život ako opracovaný materiál – tyč, plech alebo vytláčanie – ktorý už má konzistentnú štruktúru zrna bez dutín z valcovania alebo vytláčania. CNC fréza alebo sústruh potom odoberá materiál kontrolovanými prechodmi, až kým sa neobjaví konečná geometria. Neexistuje žiadny krok tavenia, žiadne zmršťovanie, ktoré by sa malo kompenzovať, a žiadne riziko zachytenia plynových vreciek, ktoré sa tvoria vo vnútri dielu.
Typická výrobná sekvencia
- Výber surového materiálu a rezanie na hrubý polotovar
- CAM programovanie z 3D modelu vrátane simulácie dráhy nástroja
- Hrubé frézovanie alebo sústruženie na rýchle odstránenie sypkého materiálu
- Polotovar prejde na priblíženie dielu ku konečnému rozmeru
- Povrchová úprava prechádza pri nižších rýchlostiach posuvu pre povrchy s tesnou toleranciou
- Odhrotovanie, čistenie a kontrola rozmerov
- Voliteľná povrchová úprava (eloxovanie, pasivácia, pieskovanie)
5-osové obrábacie centrum dokáže udržať orientáciu jedného dielu počas väčšiny operácií, čo znižuje chyby upínania a skracuje čas cyklu dielov s uhlovými funkciami – niečo, čo by 3-osová fréza potrebovala na dosiahnutie viacerých nastavení.
Obrábané diely vs. hliníkové odlievanie: priame porovnanie
Kupujúci sa často pýtajú, či časť „má byť“ odliata alebo opracovaná skôr, ako bude existovať jediný výkres. Nižšie uvedená tabuľka uvádza praktické rozdiely, ktoré v skutočnosti riadia toto rozhodnutie na úrovni výroby, a nie teoretické.
| Faktor | Hliníkové obrábané diely | Odlievanie hliníka |
|---|---|---|
| Typická tolerancia | ±0,01 mm až ±0,05 mm | ±0,2 mm až ±0,5 mm (ako odliatok) |
| Riziko vnútornej pórovitosti | Žiadne (spracované zásoby) | Prítomný, najmä v hrubých častiach |
| Investície do nástrojov | Nízka (iba príslušenstvo) | Vysoká (formy alebo formy) |
| Najlepší objem objednávky | Prototypy do stredného objemu | Stredná až vysoká hlasitosť |
| Sloboda geometrie | Obmedzené prístupom k nástroju | Možné zložité vnútorné dutiny |
| Mechanická pevnosť | Vyšší, rovnomerný tok zrna | Nižšie, pokiaľ nie je tepelne spracované |
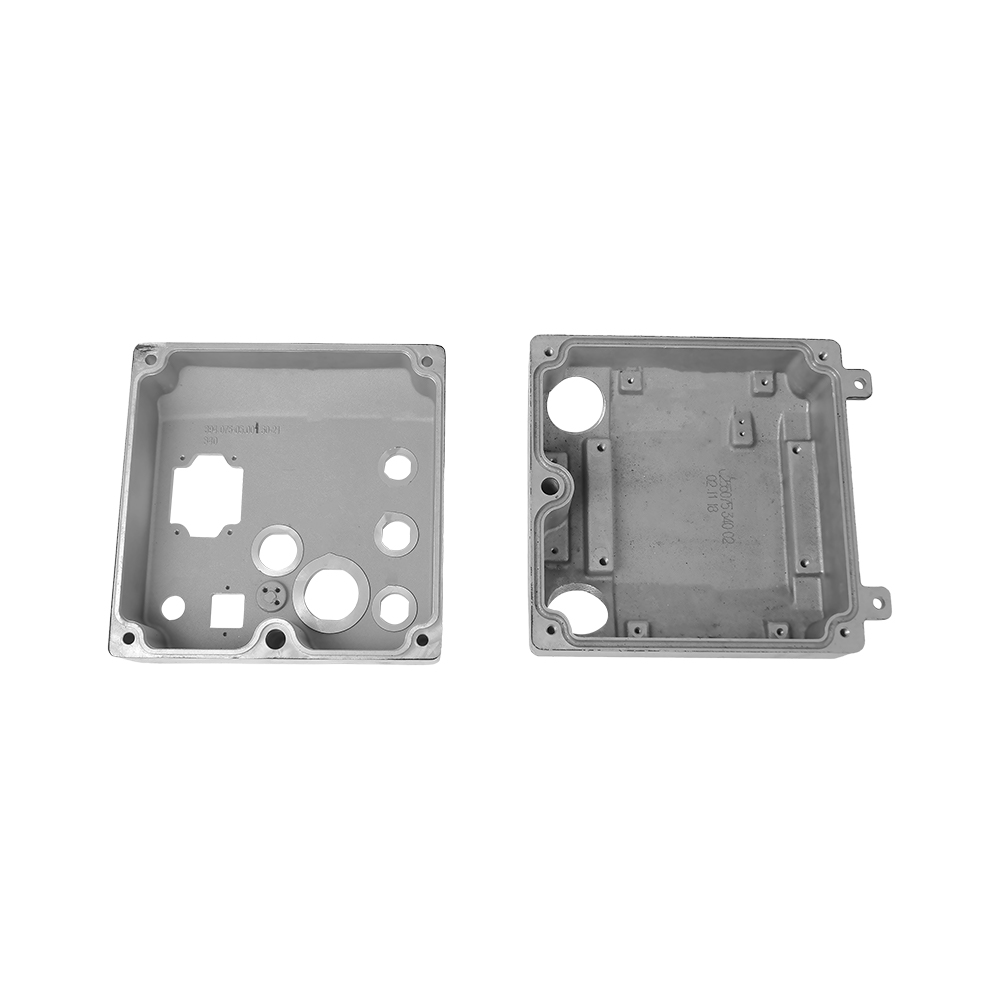
V praxi mnohé výrobné programy využívajú oba procesy súčasne: an hliníkový odliatok hospodárne formuje hrubý tvar puzdra a obrábanie potom dokončuje ložiskové otvory, montážne plochy a závitové otvory, ktoré vyžadujú presnosť, ktorú odliaty povrch nedokáže poskytnúť.
Výber zliatiny: Čo sa skutočne deje na stole stroja
Nie každá trieda hliníka obrába rovnakým spôsobom a zvolená zliatina určuje rýchlosť rezania, opotrebovanie nástroja a pevnosť finálnej časti.
Bežné zliatiny a ich správanie pri obrábaní
| Zliatina | Hodnotenie obrobiteľnosti | Typické použitie |
|---|---|---|
| 6061-T6 | Dobre | Všeobecné konštrukčné konzoly, kryty |
| 6082-T6 | Dobre | Nosné rámy, skrine prevodoviek |
| 7075-T6 | Spravodlivé | Letecké vybavenie, vysoko namáhané diely |
| 2024-T3 | Spravodlivé | Konštrukčné prvky kritické voči únave |
| 5052-H32 | Výborne | Opracované plechy odvodené od plechu |
7075 ponúka najvyšší pomer pevnosti k hmotnosti v tomto zozname, ale generuje viac tepla a opotrebovania nástroja počas rezania, čo je dôvod, prečo obchody s vysokými objemami dielov 7075 uprednostňujú nástroje z karbidu s povlakom a nižšie rýchlosti posuvu vretena, ako by používali pri 6061.
Tolerancia, povrchová úprava a čo v skutočnosti znamená „presnosť“.
Slovo „presnosť“ sa v dodávateľskom marketingu používa voľne, takže pomáha ukotviť ho do reálnych čísel. Univerzálna 3-osová fréza so štandardnými nástrojmi na hliníku 6061 sa pohodlne drží ±0,05 mm cez stredne veľkú časť. Presun do pevného 5-osového stredu s chladiacou kvapalinou s regulovanou teplotou a kalibrovaným snímaním to môže znížiť na ±0,01 mm na kritických vlastnostiach, čo je rozsah, ktorý vyžaduje väčšina presných sediel ložísk a tesniacich plôch.
Možnosti povrchovej úpravy po obrábaní
- Povrchová úprava po opracovaní (Ra 1,6–3,2 μm) – štandard pre vnútorné, nekozmetické povrchy
- Otryskávanie guľôčkami — rovnomerná matná textúra, skryje stopy po nástrojoch
- Typ II číry alebo farebný elox – odolnosť proti korózii plus farebné možnosti
- Tvrdé eloxovanie typu III — odolnosť proti opotrebovaniu pre posuvné alebo pohyblivé zostavy
- Leštenie – zrkadlový alebo saténový povrch pre viditeľné časti smerujúce k spotrebiteľovi
Odliate diely naopak dedia priamo textúru povrchu formy alebo formy. Dosiahnutie rovnakej kvality povrchu na odliatku zvyčajne vyžaduje sekundárne obrábanie len na funkčných povrchoch – čo je presne hybridný pracovný postup spomenutý vyššie.

Kde sa hliníkové obrábané diely objavujú v skutočných produktoch
Nižšie uvedené aplikácie odrážajú, kde výhody tolerancie a pevnosti obrábania skutočne odôvodňujú vyššie jednotkové náklady v porovnaní s odlievaním.
Spoločné oblasti použitia
- Robotické kĺby a presné pohybové stupne vyžadujúce opakovateľné polohovanie
- Montážne držiaky optiky a kamery, kde je kritická tolerancia zarovnania
- Letecké armatúry a konštrukčné konektory pri únavovom zaťažení
- Komponenty polovodičových zariadení vyžadujúce vákuovo tesné tesniace plochy
- Kryty zdravotníckych pomôcok vyžadujúce opakovateľné povrchy bez kontaminácie
- Vlastné automobilové prototypové diely pred uvedením odlievacej formy do prevádzky
Je bežné, že nový produkt sa uvádza na trh s plne opracovanými dielmi počas prototypovania a skorých výrobných sérií a potom sa prejde na odlievané polotovary s ľahkým obrábaním, keď objem stúpne dostatočne vysoko na to, aby sa amortizovali náklady na nástroje – vzor, ktorý je konzistentne viditeľný v rámci dodávateľských reťazcov priemyselných zariadení a spotrebnej elektroniky.
Porovnanie nákladov: Ekonomika obrábania na jednotku vs. odlievanie
Obrábanie so sebou nenesie žiadne počiatočné náklady na nástroje, ale jednotková cena zostáva relatívne stabilná v rámci objemu, pretože každý diel stále spotrebuje rovnaký strojový čas. Odlievanie si vyžaduje vopred investíciu do formy alebo formy, ale jednotkové náklady prudko klesnú, keď sa tieto investície rozložia na tisíce jednotiek.
Break-Even správanie
Pre typickú skupinu so strednou zložitosťou má obrábanie tendenciu zostať ako možnosť s nižšími celkovými nákladmi pod zhruba 500 – 2 000 jednotiek, v závislosti od zložitosti dielu a času cyklu. Nad týmto objemom sa tlakovo odlievaný hliník s ľahkým obrábaním na kritických plochách zvyčajne stáva hospodárnejším, pretože náklady na lisovanie sa amortizujú a časy cyklov na diel sú oveľa kratšie ako pri plnom CNC programe.
Využitie materiálu je ďalším faktorom, ktorý kupujúci prehliadajú: obrábanie dielu z masívnej tyče môže odísť 50 % až 80 % pôvodných zásob ako šrot , zatiaľ čo odlievanie tvaruje diel takmer do siete a vytvára oveľa menej odpadu – hoci hliníkový šrot je ľahko recyklovateľný, takže to ovplyvňuje náklady viac ako výsledky udržateľnosti.
Kontroly kontroly kvality, ktoré by kupujúci mali požadovať
Pred prijatím série opracovaných hliníkových dielov by mal kupujúci potvrdiť, že dodávateľ vykonal nasledujúce kontroly, pretože tieto priamo odrážajú, či boli uvedené tolerancie skutočne dosiahnuté v dielni a nie iba na výkrese.
- Správa o kontrole prvého výrobku (FAI) s úplnými rozmerovými údajmi oproti výkresu
- CMM (súradnicový merací stroj) hlási kritické tolerančné znaky
- Testovanie drsnosti povrchu na funkčných alebo tesniacich povrchoch
- Certifikácia materiálu nadväzujúca na pôvodnú šaržu mlyna
- Overenie hrúbky eloxovania alebo povlaku tam, kde je špecifikovaná povrchová úprava
Požiadanie o tieto dokumenty vopred, pred prvou sériou výroby a nie po odmietnutej zásielke, je jediným najefektívnejším spôsobom, ako sa neskôr vo vzťahu vyhnúť rozmerovým sporom.
Rozhodovanie medzi obrobeným a odlievaným hliníkom pre nový diel
Praktický kontrolný zoznam rozhodovania, ktorý odráža, ako skúsení kupujúci skutočne pristupujú k novému číslu dielu:
- Je požiadavka na toleranciu niekde na diele užšia ako ±0,1 mm? Lean obrábané.
- Je očakávaný ročný objem pod zhruba 2 000 jednotiek? Lean obrábané.
- Má súčiastka zložité vnútorné dutiny, ktorých frézovanie by bolo nákladné? Lean casting alebo hybrid.
- Je odolnosť proti únave pri cyklickom zaťažení hnacím motorom návrhu? Chudá opracovaná kovaná zliatina.
- Je súčiastka stále vo fáze prototypu náročného dizajnu? Štíhle opracované, pretože pri zmene dizajnu nie je potrebné zlikvidovať žiadnu matricu.
To je presne dôvod, prečo mnohí výrobcovia objednávajú malé spracované série počas vývoja a zamknú hliníkovú odlievaciu formu až vtedy, keď sa dizajn stabilizuje cez niekoľko revíznych cyklov.
Navrhovanie hliníkových obrábaných dielov za nižšie náklady bez straty presnosti
Náklady na obrábanie sú ovplyvnené oveľa viac výberom dizajnu, ako väčšina kupujúcich očakáva. Dva diely s identickou funkciou môžu niesť 40% rozdiel v nákladoch len preto, že jeden bol nakreslený s ohľadom na obrábanie a druhý nie. Nasledujúce princípy dizajnu na výrobu (DFM) dôsledne znižujú čas cyklu a mieru šrotu hliníkových dielov.
Polomery rohov namiesto ostrých vnútorných rohov
Štandardná stopková fréza nedokáže vyrezať skutočne ostrý vnútorný roh – vždy ponecháva polomer rovný polomeru nástroja. Určením malého vnútorného polomeru (zvyčajne 0,5 mm až 3 mm v závislosti od veľkosti dielu), ktorý zodpovedá štandardnému nástroju, sa vyhnete vlastnému nástroju a opakovaným výmenám nástroja, čo výrazne skráti čas cyklu dielov s mnohými vreckami.
Hrúbka steny a priehyb
Tenké hliníkové steny s hrúbkou pod 1,5 mm sa môžu pri reznej sile vychýliť, čo spôsobí chvenie a rozmerový posun, najmä pri 6061 a mäkších temperách. Udržiavanie konštrukčných stien nad približne 2 mm alebo pridanie dočasného popruhu, ktorý sa odstráni v neskoršej operácii, udrží diel dostatočne pevný, aby si udržal toleranciu počas celej sekvencie rezania.
Pomery hĺbky a priemeru otvoru
Štandardné vŕtanie zostáva efektívne až do pomeru hĺbky k priemeru približne 5:1. Okrem toho sa sťažuje odvod triesok, zvyšuje sa vychýlenie nástroja a trpí rovnosť. Hlboké, úzke otvory presahujúce tento pomer často vyžadujú cykly vŕtania pištoľou alebo vŕtania s vrtným vŕtaním, ktoré zvyšujú strojový čas a náklady, ktorým sa dizajnér niekedy môže vyhnúť skrátením otvoru alebo zväčšením jeho priemeru.
Minimalizácia nastavení
Zakaždým, keď sa diel uvoľní a znova upevní, znovu sa zavedie malé množstvo chybných umiestnení a strojový čas sa stratí na premiestnenie. Navrhovanie funkcií tak, aby bolo možné dosiahnuť čo najviac z jednej orientácie alebo z opačných plôch, ku ktorým má prístup stroj so 4. osou alebo 5 osou bez manuálneho opätovného upevnenia, udržuje nahromadenie tolerancií a náklady pod kontrolou.

Požiadavky špecifické pre daný priemysel, ktoré tlačia kupujúcich k obrábaniu
Rôzne priemyselné odvetvia vážia rozhodnutie o obrábaní a odlievaní odlišne na základe vlastných regulačných a výkonnostných tlakov.
Letectvo a obrana
Úspora hmotnosti sa premietne priamo do kapacity paliva alebo užitočného zaťaženia, takže konzoly a armatúry pre letectvo a kozmonautiku sú takmer vždy opracované z tepaného materiálu 7075 alebo 2024 a nie z odlievania, pretože štruktúra s plnou hustotou zrna poskytuje predvídateľnú únavovú životnosť pri opakovaných cykloch letového zaťaženia. Požiadavky na sledovateľnosť tiež uprednostňujú tvárnený materiál, pretože certifikácia mlyna sa riadi jednou kontinuálnou dávkou, a nie bazénom taveniny, ktorý môže zmiešať viacero teplôt.
Polovodičové a vákuové zariadenia
Vákuové komory a komponenty na manipuláciu s plátkami nemôžu tolerovať mikropórovitosť bežnú v odliatkoch, pretože zachytené plynové vrecká môžu vo vákuovom prostredí pomaly unikať a kontaminovať procesnú komoru. Štandardnou voľbou pre tieto tesniace plochy sú opracované diely 6061 alebo 6082 s plne hustou štruktúrou.
Lekárske pomôcky
Čistota povrchu a opakovateľnosť rozmerov v každej jednotke v šarži sú v medicínskych aplikáciách viac ako náklady na suroviny. Obrábané diely ponúkajú konzistentnejšiu povrchovú úpravu pre eloxované alebo pasivované lekárske kryty a absencia vnútorných dutín znižuje riziko zachytenia nečistôt počas čistiacich cyklov.
Automobilové prototypy a malosériová výroba
Automobilové programy často objednávajú prvých niekoľko stoviek jednotiek nového držiaka alebo krytu ako opracované diely, zatiaľ čo vývoj formy pre prípadnú odlievanú verziu stále prebieha, čo umožňuje pokračovať v testovaní vozidla bez čakania na niekoľkomesačnú dodaciu dobu nástrojov.
Robotika a riadenie pohybu
Opakovateľné polohovanie v robotických kĺboch a lineárnych pohybových štádiách závisí od úzkych a konzistentných tolerancií v každej jednotke. Opracovaný hliník, držaný v rozmedzí ±0,01 mm až ±0,02 mm na kritických otvoroch a montážnych plochách, poskytuje inžinierom riadenia pohybu predvídateľnú základnú líniu, ktorej sa tolerancie pri liatí nemôžu vyrovnať bez pridanej dokončovacej pasáže.
Bežné chyby pri obrábaní hliníka a ako im renomované obchody predchádzajú
Pochopenie toho, čo sa môže pokaziť, pomáha kupujúcemu klásť ostrejšie otázky počas kvalifikácie dodávateľa.
| Defekt | Typická príčina | Metóda prevencie |
|---|---|---|
| Znaky klepania | Nedostatočná tuhosť alebo nesprávne otáčky vretena | Optimalizované posuvy a rýchlosti, pridaná podpora upínania obrobku |
| Rozmerový posun naprieč dávkou | Opotrebenie nástroja medzi časťami nie je kompenzované | Priebežné snímanie a plánované aktualizácie korekcie nástroja |
| Otrepy na okrajoch | Tupé nástroje alebo agresívne výstupné rezy | Vyhradený krok odhrotovania, skosené okraje |
| Zmena farby po eloxovaní | Nekonzistentné zloženie zliatiny alebo povrchová kontaminácia | Certifikovaný mlynský materiál, dôkladné čistenie pred eloxovaním |
| Poškodenie závitu | Opotrebované kohútiky alebo nesprávna veľkosť vodiaceho otvoru | Plánovaná výmena kohútika, kontrola mierky závitu |
Kvalifikácia dodávateľa obrábania: Otázky, ktoré sa oplatí položiť pred prvou objednávkou
Okrem ceny a dodacej lehoty malý súbor prevádzkových otázok odhaľuje, či dodávateľ dokáže konzistentne dosiahnuť tolerancie uvedené v cenovej ponuke.
- Na akých strojových platformách prebieha úloha – 3-osové, 4-osové alebo úplné 5-osové simultánne?
- Je teplota v dielni kontrolovaná av akom rozsahu?
- Aké CMM alebo optické meracie zariadenie sa používa na konečnú kontrolu?
- Môže dodávateľ poskytnúť správy o kontrole prvého výrobku priradené k popisom výkresov?
- Aká je typická miera zošrotovania alebo prepracovania na porovnateľných rodinách dielov?
- Vykonáva sa eloxovanie, pokovovanie alebo tepelné spracovanie interne alebo externe?
- Ako je udržiavaná sledovateľnosť materiálu od certifikátu frézy až po hotový diel?
Dodávateľ, ktorý odpovie na tieto otázky konkrétne, s reálnymi číslami a nie všeobecným uistením, je oveľa pravdepodobnejšie, že dodrží tolerancie sľúbené v cenovej ponuke, keď sa výroba skutočne začne.
Úvahy o materiálovej účinnosti a recyklovateľnosti
Hliník je dnes jedným z najviac recyklovateľných technických kovov vo výrobe, čo ovplyvňuje ekonomiku obrábania aj odlievania. Obrábacie triesky, hoci predstavujú značnú stratu materiálu z pôvodného tyčového materiálu, sa ľahko zbierajú a ďalej predávajú ako čistý šrot, pretože nenesú žiadne povlaky ani kontamináciu okrem zvyškov reznej kvapaliny. Recyklovaný hliník si vyžaduje len zlomok energie potrebnej na výrobu primárneho hliníka z bauxitovej rudy, a preto väčšina strojární používa špeciálne nádoby na triedenie šrotu podľa typu zliatiny, aby sa zachovala hodnota zozbieraných triesok pri ďalšom predaji.
Šrot z odlievania, vrátane žľabov, brán a vyradených častí, je podobne recyklovateľný, aj keď triedenie podľa zliatin sa stáva dôležitejším, pretože zlievarne často miešajú viaceré druhy hliníka pre rôzne úlohy. Odberatelia zameraní na podávanie správ o udržateľnosti čoraz častejšie žiadajú dodávateľov o zdokumentované miery recyklácie šrotu ako súčasť kvalifikačného procesu spolu s tradičnejšími údajmi o tolerancii a nákladoch.
Realita dodacej doby: Čo môžete očakávať v každej fáze výroby
Očakávania dodacej doby sa výrazne líšia medzi prvou objednávkou prototypu a zavedenou opakovanou výrobnou sériou.
| Etapa | Typický dodací čas | Hlavný vodič |
|---|---|---|
| Prvý prototyp (1–5 kusov) | 3–7 pracovných dní | Programovanie a nastavenie príslušenstva |
| Malá dávka (10–200 jednotiek) | 1–3 týždne | Kapacita stroja a dokončovacie kroky |
| Opakujte výrobný cyklus | 1–2 týždne | Materiálová dostupnosť, pozícia v rade |
| Nová hliníková odlievacia matrica | 8-16 týždňov | Návrh matrice, výroba, skúšobné výstrely |
Táto časová medzera je hlavným dôvodom, prečo obrábanie zostáva predvolenou voľbou počas skorého vývoja produktu, a to aj v prípade dielov, ktoré nakoniec prejdú na hliníkový odliatok akonáhle objemy odôvodnia investíciu do matrice a ďalšie dva až štyri mesiace času na prípravu nástrojov.
Často kladené otázky
Je CNC opracovaný hliník pevnejší ako liaty hliník?
Vo všeobecnosti áno. Tváraný hliník používaný na obrábanie má súvislú, smerovú štruktúru zrna z valcovania alebo vytláčania, zatiaľ čo liaty hliník môže obsahovať mikroskopickú pórovitosť, ktorá pôsobí ako bod koncentrácie napätia. Pre diely pod cyklickým alebo únavovým zaťažením obrábané tvárnené zliatiny zvyčajne prekonávajú ekvivalenty odliatku, pokiaľ odliatok nie je tepelne spracovaný a izostaticky lisovaný za tepla, aby sa uzavrela pórovitosť.
Koľko stojí obrábanie hliníka v porovnaní s odlievaním?
Obrábanie nemá žiadne náklady na nástroje, ale relatívne stabilnú jednotkovú cenu v rámci objemu. Odlievanie si vyžaduje investície do formy (bežne päťciferné až šesťciferné náklady v závislosti od veľkosti a zložitosti dielu), ale jednotková cena výrazne klesá pri vyšších objemoch. Bod kríženia je zvyčajne medzi 500 a 2 000 jednotkami pre časti so strednou zložitosťou, aj keď sa to líši podľa geometrie.
Akú toleranciu môže CNC stroj skutočne držať na hliníku?
Štandardné 3-osové obrábanie na hliníku 6061 spoľahlivo drží ±0,05 mm naprieč bežnými veľkosťami prvkov. Špičkové 5-osové zariadenia s prísnou kontrolou prostredia a priebežným snímaním môžu dosiahnuť ±0,01 mm pri kritických rozmeroch, čo je úroveň potrebná pre presné ložiskové otvory a tesniace plochy.
Môže jeden diel kombinovať odlievanie aj obrábanie?
Áno, a toto je veľmi bežný prístup v stredne až vysokoobjemovej výrobe. Hrubý tvar sa odlieva, aby sa kontrolovali náklady na materiál a čas cyklu, potom CNC stroj dokončuje iba kritické prvky – montážne plochy, otvory, závitové otvory – kde tolerancia pri odliatku nie je dostatočná.
Ktoré obrábacie stroje z hliníkovej zliatiny sú najrýchlejšie s najmenším opotrebovaním nástrojov?
6061 a 5052 sú všeobecne považované za najľahšie obrábateľné zliatiny, ktoré ponúkajú dobrú rovnováhu medzi tvorbou triesok, povrchovou úpravou a životnosťou nástroja. 7075 a 2024 ponúkajú vyššiu pevnosť, ale generujú viac tepla a abrazívneho opotrebenia počas rezania, čo si zvyčajne vyžaduje pomalšie posuvy a potiahnuté karbidové nástroje na udržanie životnosti nástroja.
Mení eloxovanie rozmery opracovaného hliníkového dielu?
Áno, mierne. Eloxovanie pridáva na povrch vrstvu oxidu a zhruba polovica hrúbky tejto vrstvy sa vytvára smerom von z pôvodného povrchu. Pokiaľ ide o vlastnosti s vysokou toleranciou, strojári to zvyčajne zohľadňujú tak, že pred eloxovaním opracujú časť mierne poddimenzovanú, takže konečný rozmer povlaku bude v rámci špecifikácie.
Prečo sú opracované hliníkové diely drahšie na jednotku ako liate diely pri veľkom objeme?
Čas obrábania sa mení zhruba lineárne s počtom dielov, pretože každá jednotka stále vyžaduje rovnaké rezacie operácie bez ohľadu na to, koľko ich bolo predtým vyrobených. Odlievanie spredu zaťažuje svoju cenu do formy, takže akonáhle sa táto investícia amortizuje vo veľkom množstve, hraničné náklady na diel klesnú výrazne pod úroveň, ktorú možno dosiahnuť obrábaním pri rovnakom objeme.
Dajú sa opracované hliníkové diely zvárať?
Áno, väčšina tvárnených zliatin používaných na obrábanie, vrátane 6061 a 5052, je ľahko zvárateľná pomocou procesov TIG alebo MIG. 7075 a 2024 sa ťažšie zvárajú bez výraznej straty pevnosti v tepelne ovplyvnenej zóne, takže konštrukcie vyžadujúce zvárané spoje vo vysokopevnostných aplikáciách namiesto toho často špecifikujú 6061 alebo podobnú zvárateľnú zliatinu.
Aké je minimálne množstvo objednávky pre CNC obrábané hliníkové diely?
Väčšina strojární akceptuje objednávky od jedného prototypu, pretože okrem programovania a upínania nie sú potrebné žiadne investície do nástrojov. Toto je jedna z najjasnejších praktických výhod, ktoré má obrábanie v porovnaní s odlievaním, kde je minimálne množstvo objednávky často poháňané potrebou ospravedlniť náklady na matricu a nie akýmkoľvek technickým minimom.
Ako veľkosť dielu ovplyvňuje schopnosť tolerancie obrábania?
Väčšie diely je vo všeobecnosti ťažšie držať s rovnakou tesnou toleranciou ako malé diely, pretože tepelná rozťažnosť, rovinnosť stola stroja a tuhosť upevnenia sa stávajú významnejšími pri dlhšom rozpätí. Presný prvok na 50 mm časti sa ľahšie drží na ±0,01 mm ako rovnaký prvok na 500 mm časti, kde tepelné a mechanické zmeny na väčšom povrchu prirodzene rozširujú dosiahnuteľné tolerančné pásmo.








