Podrobné vysvetlenie spoločného povrchu Chyby v Hliníkové tlakové odliatky
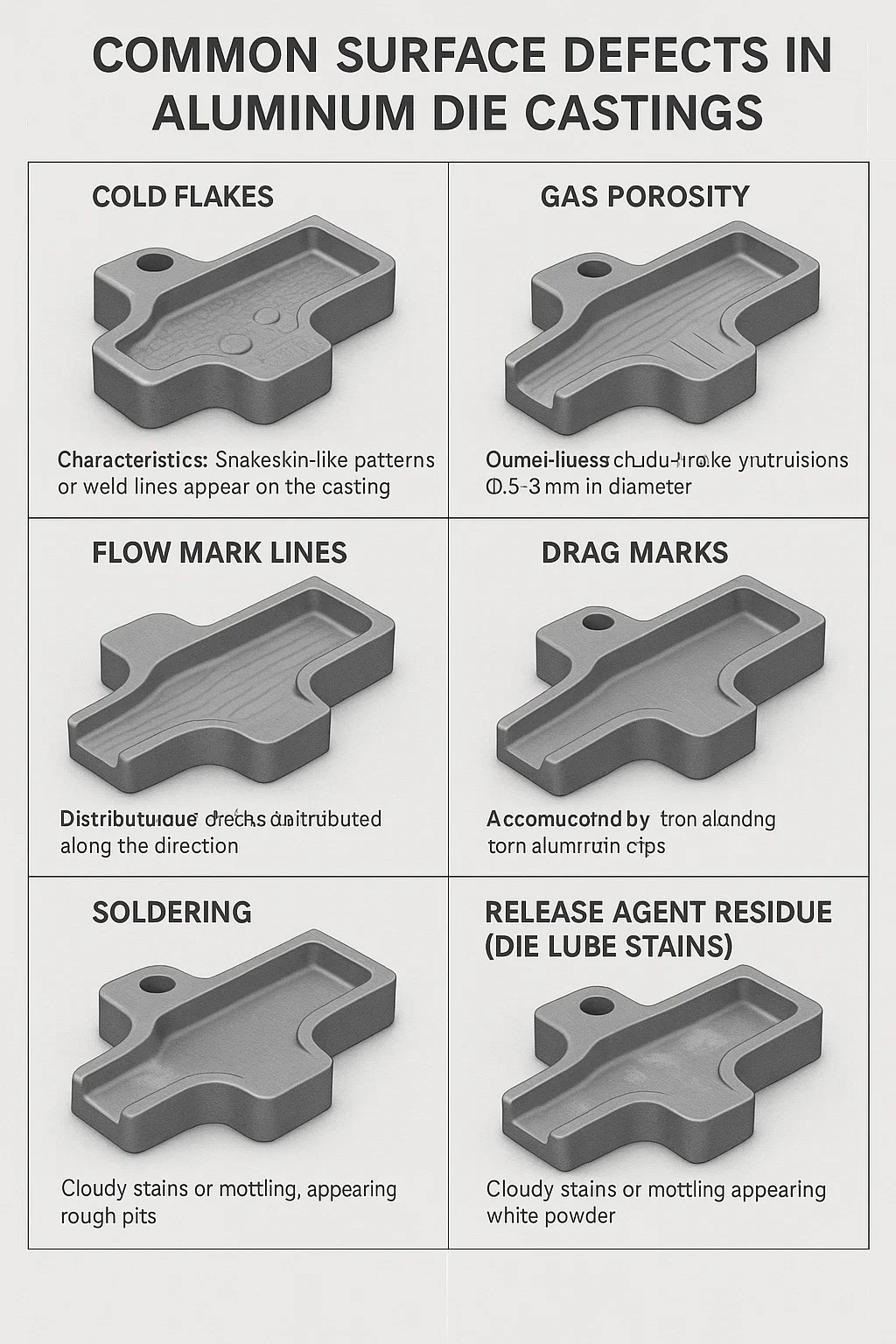
1. Studené vločky
Charakteristika: Na odlievacej ploche sa objavujú vzory podobné hadej koži alebo zvarové línie a povrch je nerovnomerný.
Príčina: Nízka teplota roztaveného hliníka alebo pomalá rýchlosť vstrekovania, čo vedie k zlyhaniu tavenia dvoch hliníkových prúdov.
Poškodenie: Prudký pokles štrukturálnej pevnosti, najmä v tenkostenných oblastiach náchylných na praskanie.
2. Pórovitosť plynu
Charakteristika: Na povrchu sa objavujú hladké, bublinovité výčnelky (priemer 0,5-3mm), ktoré sa pretrhnú a odhalia otvory.
Príčiny:
Zlé odvetrávanie formy (zablokované vyhadzovacie kolíky/oddeľovacia plocha)
Nadmerná tvorba pár uvoľňovacieho činidla
Vysoko rizikové oblasti: Korene rebier a vrcholy uzavretých dutín.
3. Značky ťahania
Charakteristika: Dlhé, lineárne škrabance pozdĺž smeru ťahu, niekedy sprevádzané roztrhnutými hliníkovými trieskami.
Príčiny:
Nedostatočný uhol ponoru (napr., menej ako 1°)
Škrabance alebo nedostatočné leštenie na povrchu dutiny formy.
4. Čiary značiek prietoku
Charakteristika: Vlnité farebné pruhy rozmiestnené pozdĺž smeru toku roztaveného hliníka
Príčiny:
Nesprávny dizajn brány vedúci k turbulentnému prúdeniu
Stratifikácia teploty hliníka (rýchle povrchové chladenie)
5. Kontrola tepla
Charakteristika: Sieť mikrotrhlín, často sa vyskytujúcich v prechodovej zóne hrubý-tenký
Príčiny:
Lokálne prehriatie plesní (zlyhaný systém chladiacej vody)
Predčasné vyvrhnutie, neúplné stuhnutie vnútra dielu
6. Spájkovanie
Charakteristika: Odlievacia plocha priľne k formovacej oceli a vytvára hrubé jamy
Príčiny:
Priamy náraz hliníka na formovaciu oceľ (napr. priamy náraz brány na jadro)
Odieranie povrchového povlaku formy
7. Zvyšok uvoľňovacieho činidla (škvrny od maziva)
Charakteristika: Zakalené škvrny alebo biely prášok, škvrnitosť po eloxovaní
Príčiny:
Slabá atomizácia spreja, čo vedie k akumulácii v rohoch
Neúplné odstránenie počas procesu fúkania vzduchu