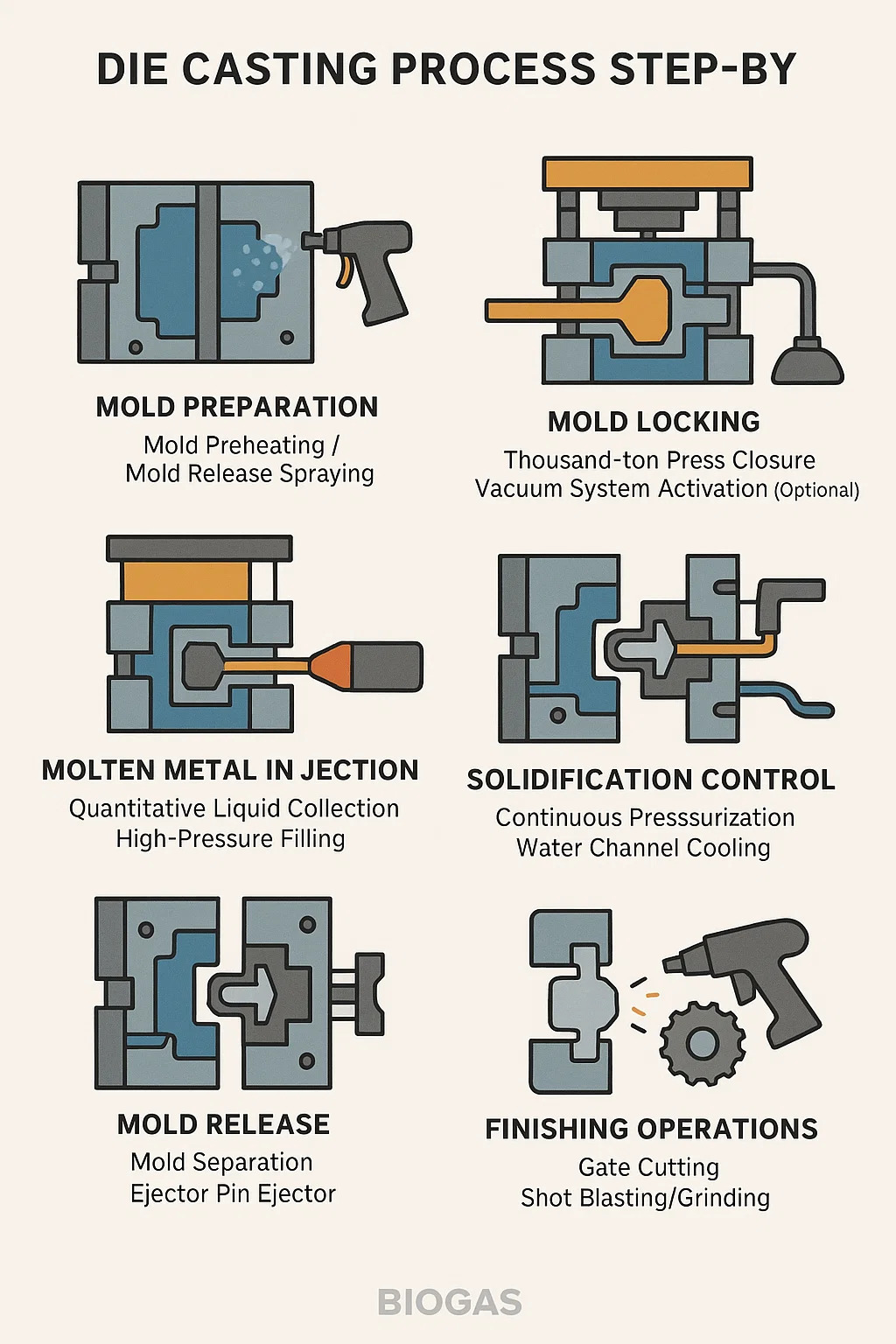
Odlievanie Spracovať krok za krokom
1. Príprava plesní (Krok jadra)
Predhrievanie formy: Oceľová forma zohrejte na 150-200 ° C, aby sa zabránilo rozštiepeniu hliníka v striekaní alebo zachovávaní za studena.
Postrek na uvoľňovanie plesní: Na ochranu plesne a pomoc pri odstraňovaní dutiny (emulzia na báze vody) použite vzduchovú hmlovú pištoľ.
2. Blokovanie plesní (kritická bezpečnosť)
Uzatváranie tisíc ton tlače: Horné a dolné formy sú hydraulicky uzamknuté tak, aby odolali vysokému injekčnému tlaku (> 500 ton upínacej sily).
Aktivácia vákuového systému (voliteľné): Evakuujte vzduch z dutiny formy, aby ste znížili pórovitosť vzduchu.
3. Injekcia roztaveného kovu (vstrekovanie vysokej úrovne)
Kvantitatívny zber kvapalných kvapalín: Roztavený hliník (približne 660 ° C) sa automaticky kladie do vstrekovacej komory z pece.
Vysokotlaková náplň: piest vstrekne roztavený hliník do dutiny formy pri rýchlosti delovej gule (30-100 m/s), čím sa dutina vyplní do 0,01-0,3 sekundy.
4. Kontrola tuhnutia
Kontinuálna tlak: Plunger si udržuje vysoký tlak na 10-30 sekúnd, aby sa kompenzovalo zmršťovanie roztaveného hliníka počas tuhnutia.
Chladenie vodného kanála: studená voda cirkuluje vo forme, aby sa odstránila teplo, čo umožňuje rýchle tuhnutie časti.
5. Uvoľňovanie plesní
Oddelenie plesní: Press je uvoľňovaný a horné a dolné formy sú otvorené.
Vyhadzovač vyhadzovania: Vstavaný ejektorový kolík vysunie časť, čím odstraňuje odpadový odpad (približne 30% materiálu).
6. Účinkové operácie
Rezanie brány: Hydraulické strihanie odstraňuje hradlový systém a prepadový žľab.
Výbuch/brúsenie výstrelu: Odstraňuje Burrs a rozlúčkovú čiaru.
Tepelné spracovanie (kľúčové komponenty): Vytvrdnutie T6 zvyšuje tvrdosť.