Ako Hliníkové odlievanie je vyrobený
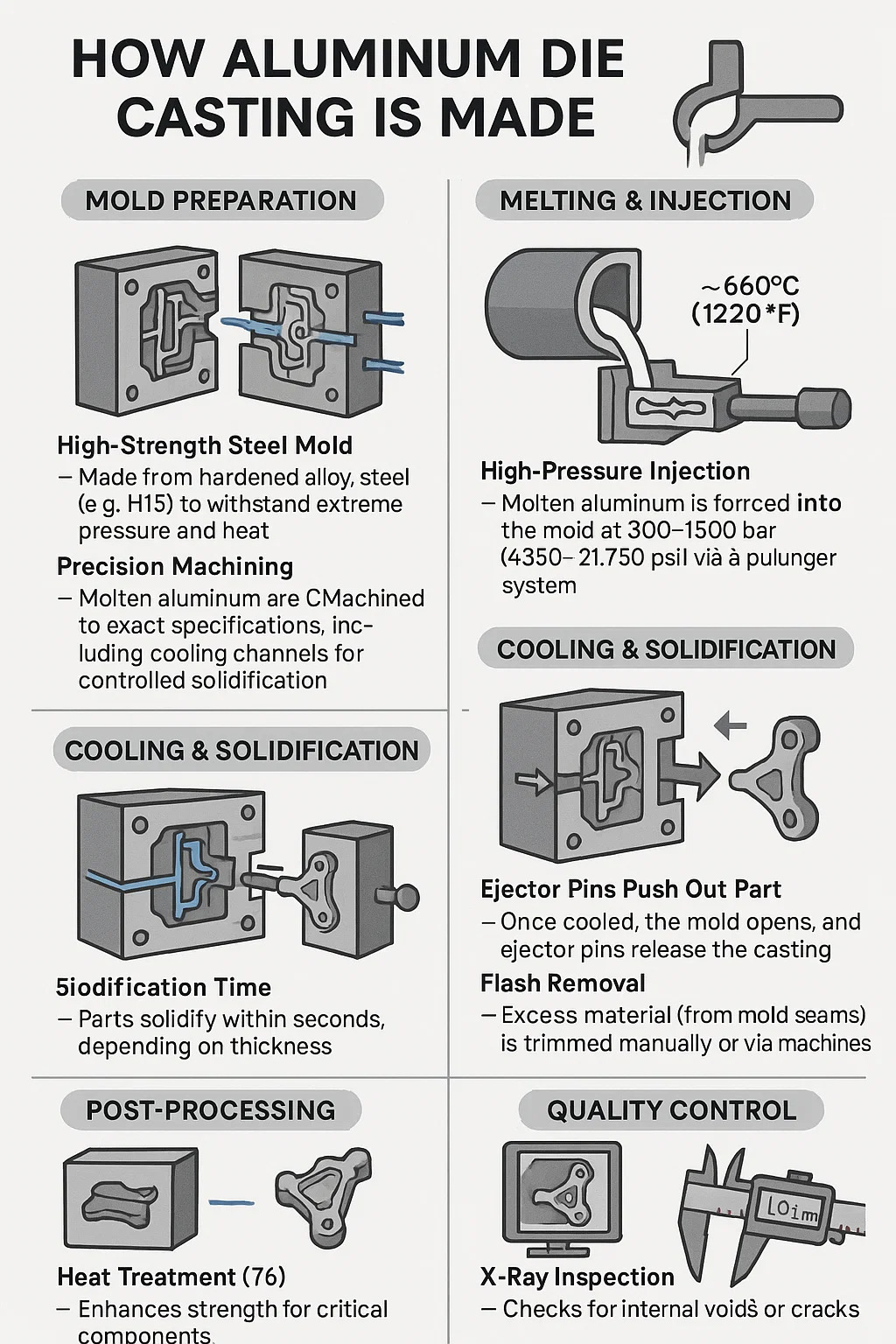
1. Príprava plesní
Vysoko pevná oceľová pleseň-vyrobená z tvrdeného zliatiny ocele (napr. H13), aby odolala extrémnemu tlaku a tepla.
Presné obrábanie-dutiny plesní sú CNC-zarábané na presné špecifikácie, vrátane chladiacich kanálov na kontrolované tuhnutie.
2. Topenie a injekcia
Hliníkové topenie zliatiny - špeciálne zliatiny (ako A380 alebo ADC12) sa roztopia pri ~ 660 ° C (1220 ° F) v peci.
Vysokotlaková injekcia-roztavený hliník je nútený do formy pri 300-1500 bar (4350–21 750 psi) prostredníctvom piestového systému.
3. Chladenie a tuhnutie
Rýchle chladenie - Vodné kanály formy zaisťujú rovnomerné chladenie a zabránia deformácii.
Čas tuhnutia - diely tuhnite v priebehu niekoľkých sekúnd, v závislosti od hrúbky.
4. Ejekcia a orezávanie
Vyhadzovacie kolíky vytlačia časť - po ochladení sa pleseň otvorí a odlievanie uvoľňujú kolíky vyhadzovača.
Demontáž blesk - prebytočný materiál (od plesňových švov) sa orezáva manuálne alebo prostredníctvom strojov.
5. Po spracovaní
Tepelné spracovanie (T6) - Zvyšuje pevnosť kritických komponentov.
Povrchová úprava povrchu - pieskovanie, leštenie alebo eloxovanie pre odolnosť proti korózii.
6. Kontrola kvality
Röntgenová kontrola-kontroly vnútorných dutín alebo trhlín.
Dimenzionálne testovanie - Zaisťuje, že časti spĺňajú prísne tolerancie (± 0,1 mm).
Kľúčové výzvy a opravy
| Problém | Spôsob | Riešenie |
| Pórovitosť | Zachytený vzduch/plyn | Vysádzané obsadenie |
| Deformácia | Nerovnomerné chladenie | Optimalizované kanály chladenia plesní |
| Priľnavý | Hliníkové väzby na pleseň | Pokročilé plesňové povlaky (napr. Tin) |