Krátka odpoveď: Ako funguje tlakové liatie
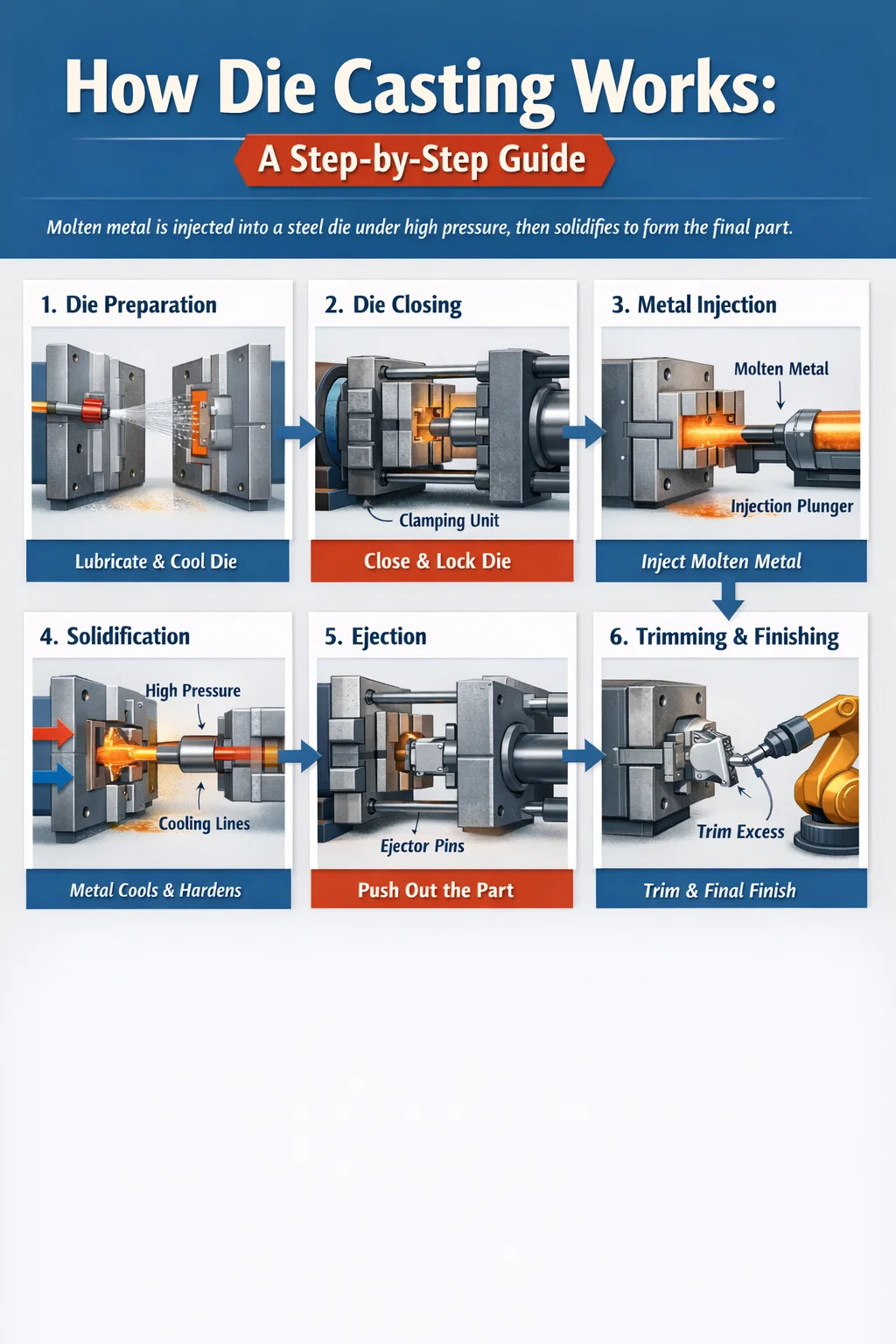
Odlievanie pod tlakom je proces tvárnenia kovu, pri ktorom sa roztavený kov vstrekuje pod vysokým tlakom do kalenej oceľovej formy – nazývanej matrica – a drží sa tam, kým kov nestuhne do presného tvaru dutiny. Po stuhnutí sa matrica otvorí, vyhadzovacie kolíky vytlačia súčiastku von a cyklus začína znova. Jedna kocka môže opakovať túto sekvenciu stotisíckrát, kým sa opotrebuje.
Tento proces sa primárne používa pri neželezných zliatinách: hliník, zinok, horčík a kovy na báze medi. Vstrekovacie tlaky sa typicky pohybujú od 1 500 psi do viac ako 25 000 psi , čo umožňuje tlakové liatie vyrábať diely s tenkými stenami, úzkymi toleranciami (často ±0,002 palca) a hladkými povrchovými úpravami ako odliatky bez následného rozsiahleho opracovania.
Ak potrebujete desiatky tisíc identických kovových dielov – automobilové držiaky, kryty elektroniky, vodovodné armatúry, komponenty spotrebičov – tlakové liatie je takmer vždy nákladovo najefektívnejšou výrobnou metódou, akonáhle absorbujete počiatočné náklady na nástroje.
Proces tlakového liatia krok za krokom
Pochopenie toho, ako sa tlakové liatie vykonáva, si vyžaduje prejsť každú fázu výrobného cyklu. Zatiaľ čo rôzne stroje a zliatiny prinášajú variácie, základná postupnosť je v celom odvetví konzistentná.
Krok 1 – Príprava a mazanie matrice
Pred každým výstrelom sa polovice matrice nastriekajú lubrikantom alebo separačným prostriedkom. Slúži to na dva účely: pomáha to čistému vysunutiu stuhnutého odliatku bez prilepenia a mierne ochladzuje povrch formy, aby sa zachoval konzistentný tepelný profil. Mazivá na vodnej báze sú najbežnejšou voľbou v moderných obchodoch, pretože znižujú dymivosť a sú v súlade s environmentálnymi predpismi. Striekací cyklus zvyčajne trvá dve až päť sekúnd a je automatizovaný na veľkoobjemových linkách.
Krok 2 — Uzatváranie a upnutie matrice
Stroj na tlakové liatie zovrie obe polovice formy k sebe obrovskou silou. Táto upínacia sila sa meria v tonách a musí prekročiť silu, ktorú natlakovaný roztavený kov vyvinie na čelá matrice počas vstrekovania. Stroj s hmotnosťou 500 ton drží matricu zatvorenú pomocou upínacej sily 500 ton. Stroje sa pohybujú od menej ako 100 ton pre malé zinkové diely až po 4 000 ton alebo viac pre veľké hliníkové konštrukčné komponenty. Ak je upínacia sila nedostatočná, roztavený kov môže vyletieť medzi polovicami matrice, vytvárať tenké rebrá na diele a potenciálne poškodiť nástroje.
Krok 3 — Vstrekovanie kovu
Toto je definujúci krok. Roztavený kov je tlačený do dutiny formy cez systém kanálov – vtok, bežce a brány – ktoré usmerňujú tok do geometrie dielu. V strojoch so studenou komorou sa odmeraný brok kovu naberá alebo automaticky nasype do brokového puzdra a hydraulický piest ho poháňa dopredu. V strojoch s horúcou komorou je vstrekovací mechanizmus ponorený do kúpeľa roztaveného kovu a priamo ťahá presnú dávku. Rýchlosť vstrekovania je možné nastavovať vo fázach: pomalá prvá fáza naplní systém žľabu a rýchla druhá fáza vyplní dutinu dielu, aby sa zabránilo predčasnému stuhnutiu. Časy plnenia samotnej dutiny sú často medzi 10 a 100 milisekúndami.
Krok 4 — Intenzifikácia a tuhnutie
Ihneď po naplnení dutiny stroj aplikuje intenzifikačný tlak – sekundárny vyšší tlakový ráz – aby zabalil viac kovu a kompenzoval zmršťovanie, keď odliatok tuhne. Tento tlak sa udržiava po dobu zotrvania, typicky jednu až tridsať sekúnd v závislosti od hrúbky steny a zliatiny. Samotná matrica funguje ako chladič; jeho vnútorné chladiace kanály vedú vodu alebo termálny olej na rýchle a konzistentné získavanie tepla. Rýchlejšie chladenie umožňuje kratšie časy cyklov a jemnejšiu mikroštruktúru v hotovom diele.
Krok 5 — Otvorenie matrice a vysunutie dielu
Keď kov dostatočne stuhne, upínacia jednotka sa stiahne a polovice matrice sa oddelia. Odliatok zostáva na jednej polovici (polovica vyhadzovača), pretože uhly ponoru a geometria sú navrhnuté tak. Vyhadzovacie kolíky – kalené oceľové tyče zasadené do matrice – posúvajú a uvoľňujú súčiastku. Čapy zanechávajú malé kruhové svedecké stopy na nekritických povrchoch odliatku. Robot alebo ľudský operátor odstráni diel a cyklus sa reštartuje.
Krok 6 — Orezávanie a konečná úprava
Surový odliatok vychádza pripevnený k systému žľabu a brány a často má tenký záblesk pozdĺž deliacich línií. Trimovací nástroj v hydraulickom lise odstrihne bežce a prebytočný blesk jediným zdvihom. Ďalšia úprava závisí od aplikácie: pieskovanie kozmetických povrchov, CNC obrábanie závitových otvorov alebo presných otvorov, tepelné spracovanie konštrukčných hliníkových zliatin a povrchové úpravy ako eloxovanie, práškové lakovanie alebo chrómovanie.
Tlakové liatie s horúcou komorou vs. so studenou komorou
Každý z dvoch hlavných typov strojov vyhovuje inému rozsahu zliatin. Výber nesprávneho typu pre daný materiál buď zničí stroj alebo vyrobí nekvalitné diely.
| Funkcia | Horúca komora | Studená komora |
|---|---|---|
| Umiestnenie vstrekovacieho systému | Ponorené do roztaveného kovu | Oddeľte od pece |
| Kompatibilné zliatiny | Zinok, horčík, olovo, cín | Hliník, mosadz, horčík (vysokoteplotné) |
| Rýchlosť cyklu | Rýchlejšie (až 18 rán/min pre zinok) | Pomalšie (ručné naberanie pridáva čas) |
| Maximálny vstrekovací tlak | ~2500 psi | Až 25 000 psi |
| Rozsah veľkostí dielov | Malé až stredné | Malé až veľmi veľké |
| Tendencia pórovitosti | Nižšia | Stredná (riadená riadením procesu) |
Stroje s horúcou komorou nemožno použiť s hliníkom, pretože hliník rozpúšťa železo pri typických teplotách odlievania, čím rýchlo napáda oceľový husí krk a piest ponoreného vstrekovacieho systému. Stroje so studenou komorou sú správnou voľbou pre tlakové liatie hliníka – kov sa taví v samostatnej udržiavacej peci a do puzdra sa dostáva až bezprostredne pred vstrekovaním, čím sa obmedzuje čas expozície.
Materiály používané pri tlakovom liatí
Voľba zliatiny riadi takmer každé ďalšie rozhodnutie v procese – typ stroja, materiál matrice, čas cyklu a vlastnosti finálnej časti. Toto sú štyri rodiny, ktoré sa najčastejšie vyskytujú v komerčných operáciách tlakového liatia.
Zliatiny hliníka
Hliník predstavuje zhruba 80 % celkovej výroby odliatkov podľa hmotnosti v Severnej Amerike. Najpoužívanejšie zliatiny sú A380, A383 a A360. A380 ponúka vynikajúcu rovnováhu zlievateľnosti, pevnosti (konečná pevnosť v ťahu okolo 47 000 psi) a odolnosti proti korózii, vďaka čomu je predvolenou voľbou pre kryty automobilov a spotrebnej elektroniky. Nízka hustota hliníka – približne jedna tretina v porovnaní s oceľou – je hlavnou hnacou silou dopytu, pretože výrobcovia automobilov hľadajú ľahké komponenty, aby splnili ciele týkajúce sa spotreby paliva a radu EV. Nevýhodou je vyššia teplota odlievania (okolo 1200 °F / 650 °C), ktorá v porovnaní so zinkom skracuje životnosť lisovnice.
Zliatiny zinku
Zliatiny zinku (Zamak 3, Zamak 5, ZA-8) sa odlievajú pri oveľa nižších teplotách (okolo 780 °F / 415 °C), čo dáva nástrojom dramaticky dlhšiu životnosť – často viac ako jeden milión výstrelov oproti 100 000 – 400 000 pre hliníkové matrice. Zinkové diely môžu byť odlievané s extrémne tenkými stenami (do 0,4 mm) a veľmi jemnými povrchovými detailmi, a preto sa používajú na ozdobné kovanie, telá zámkov a malé presné mechanické komponenty. Zinok je hustejší ako hliník, ale jeho nižšie náklady na spracovanie a dlhšia životnosť nástroja ho často robia hospodárnejším pre veľkoobjemové malé diely.
Zliatiny horčíka
Horčík je najľahší konštrukčný kov bežne odlievaný pod tlakom, približne o 33 % ľahší ako hliník. Zliatiny ako AZ91D a AM60B sa používajú v konštrukciách automobilových interiérov, šasi notebookov a karosériách elektrického náradia, kde je hlavnou hnacou silou hmotnosť. Horčík je možné spracovávať v strojoch s horúcou alebo studenou komorou v závislosti od konkrétnej zliatiny a požadovanej veľkosti dielu. Jedna dôležitá výrobná úvaha: horčík je horľavý v jemne rozomletej forme, takže šrot a úlomky vyžadujú starostlivé zaobchádzanie a vyhradené protipožiarne systémy v zariadení.
Zliatiny na báze medi (mosadz a bronz)
Zliatiny medi vyžadujú najvyššie teploty odlievania – často presahujúce 1 650 °F (900 °C) – čo výrazne skracuje životnosť lisovnice a zvyšuje náklady na energiu. Odliatky z mosadze a bronzu však ponúkajú vynikajúcu odolnosť proti korózii, dobrú elektrickú vodivosť a prvotriedny vzhľad, vďaka ktorému sú cenné vo vodovodných armatúrach, elektrických konektoroch a architektonickom hardvéri. Tlakové liatie zliatiny medi predstavuje malý, ale trvalý podiel na celkovej produkcii, pretože žiadny iný materiál nezodpovedá jeho kombinácii vlastností pri porovnateľných nákladoch pre stredne objemné diely.
Die Design and Tooling
Forma je kapitálovo najnáročnejší prvok procesu tlakového liatia a jej konštrukcia priamo určuje kvalitu dielu, čas cyklu a ekonomiku výroby. Zle navrhnutá matrica spôsobí problémy, ktoré nedokáže úplne vyriešiť žiadne nastavenie stroja.
Materiály matrice
Nástroje na tlakové liatie sú takmer univerzálne vyrobené z nástrojovej ocele H13 na prácu za tepla, kalenej na približne 44–48 HRC. H13 bol vybraný, pretože odoláva tepelnej únave - opakovanému zahrievaniu a kaleniu, ktoré by popraskalo menšie ocele počas tisícok cyklov. Prémiové triedy H13 s prísnejšími kontrolami chémie a spracovaním vákuovým oblúkovým pretavovaním (VAR) môžu výrazne predĺžiť životnosť matrice. Pre veľmi veľkoobjemovú výrobu hliníka niektoré prevádzky používajú modifikované ocele ako DIN 1.2367 alebo patentované triedy vyvinuté dodávateľmi nástrojov.
Návrh systému vrát a bežcov
Tam, kde kov vstupuje do dutiny - umiestnenie brány - riadi vzor plnenia, zachytenie vzduchu a zmršťovanie. Simulačný softvér (Magmasoft, ProCAST, Flow-3D) je teraz štandardnou praxou pri navrhovaní lisovníc, čo umožňuje inžinierom modelovať tok kovu, predpovedať studené uzávery, identifikovať, kde sa pravdepodobne vytvorí pórovitosť, a optimalizovať umiestnenie vtoku a prepadovej šachty pred rezaním jedného kusu ocele. Investícia do simulácie pred výrobou nástrojov zvyčajne ušetrí oveľa viac, než sú náklady, tým, že sa vychytajú problémy, ktoré by si inak vyžadovali drahé úpravy lisovníc.
Uhly ponoru a deliace čiary
Každá zvislá stena v tlakovom odliatku musí mať uhol ponoru – mierne skosenie –, aby sa dielu umožnilo uvoľniť sa z formy bez ťahania alebo lepenia. Typické uhly ponoru sú 1° až 3° pre vonkajšie povrchy a 2° až 5° pre vnútorné jadrá. Steny s nulovým prievanom sú teoreticky možné pomocou špeciálnych náterov alebo geometrických trikov, ale zvyšujú náklady a riziko. Deliaca čiara je miesto, kde sa stretávajú dve polovice matrice; jeho správne umiestnenie minimalizuje záblesk, zjednodušuje konštrukciu nástroja a uľahčuje ovládanie kozmetických povrchov.
Dizajn chladiaceho systému
Vnútorné chladiace kanály vyvŕtané cez zápustku vedú vodu s kontrolovanou teplotou. Ich umiestnenie vzhľadom na hrubé časti dielu, kde sa sústreďuje teplo, určuje, ako rovnomerne odliatok tuhne a ako rýchlo môže cyklus prebiehať. Konformné chladenie – kanály, ktoré sledujú obrysy dutiny formy a nie sú priamo vŕtané – sa čoraz viac vyrába pomocou vložiek na aditívnu výrobu, čo umožňuje agresívnejšiu extrakciu tepla v kritických zónach a skrátenie doby cyklu o 15–25 % v niektorých aplikáciách.
Kľúčové parametre procesu a spôsob ich kontroly
Tlakové liatie nie je operácia „nastav a zabudni“. Stabilný, vysokokvalitný proces si vyžaduje aktívne sledovanie a kontrolu radu vzájomne závislých premenných.
- Teplota kovu: Príliš horúce zvyšuje pórovitosť zmršťovania a eróziu matrice; príliš chladný spôsobí chybný chod a studené zatváranie. Hliník sa zvyčajne leje pri teplote 677 °C – 732 °C v závislosti od geometrie dielu a hrúbky steny.
- Rýchlosť vstrekovania: Prvá fáza (pomalá) rýchlosť napĺňa bežca; druhá fáza (rýchla) rýchlosť vyplní dutinu. Rýchlosť brány - rýchlosť, ktorou kov prechádza bránou do dielu - je zvyčajne určená pre hliník medzi 100 a 180 stôp/s.
- Intenzifikačný tlak: Aplikuje sa ihneď po vyplnení dutiny, tento tlak zbalí tuhnúci kov, aby sa znížili zmršťovacie dutiny. Typické intenzifikačné tlaky pre hliník sú 8 000 – 15 000 psi.
- Teplota matrice: Forma musí dosiahnuť a udržiavať tepelnú rovnováhu – zvyčajne 300 °F – 500 °F (150 °C – 260 °C) pre hliník – pred spustením výroby dielov. Studená matrica spôsobuje povrchové chyby; prehriata matrica predlžuje čas cyklu a urýchľuje tepelnú únavu.
- Vákuová pomoc: Niektoré zariadenia na tlakové liatie používajú podtlakové potrubia pripojené k dutine formy na odvádzanie vzduchu pred vstrekovaním. Odstránenie vzduchu znižuje pórovitosť plynu a umožňuje vyššie rýchlosti vstrekovania bez zachytávania plynu v diele – obzvlášť cenné pre konštrukčné komponenty, ktoré budú tepelne spracované alebo zvárané.
Moderné stroje na tlakové liatie zaznamenávajú procesné údaje každého výstrelu – polohu piestu, rýchlosť, krivky tlaku – v reálnom čase. Štatistické grafy riadenia procesov signalizujú, keď parametre prekročia stanovené limity, čo umožňuje procesným inžinierom opraviť problémy skôr, ako sa zvýši miera šrotu.
Bežné chyby tlakového liatia a ich príčiny
Pochopenie mechanizmov defektov je základom riešenia problémov v procese. Väčšina defektov sa spája s relatívne malým súborom základných príčin.
Pórovitosť
Najrozšírenejšia chyba tlakového odlievania. Existujú dva typy: pórovitosť plynu spôsobená vzduchom alebo rozpusteným vodíkom zachyteným počas plnenia a pórovitosť zmršťovania spôsobená nedostatočným množstvom kovu na zásobovanie zmršťujúcich častí pri ich tuhnutí. Pórovitosť plynu sa zvyčajne prejavuje ako zaoblené dutiny v blízkosti povrchu alebo v oblastiach, ktoré sa vypĺňajú ako posledné. Pórovitosť zmršťovania sa javí ako nepravidelné, zubaté dutiny v hrubých prierezoch. Medzi nápravné opatrenia patrí podtlaková pomoc, optimalizovaný dizajn brány, upravený intenzifikačný tlak a redukcia hrúbky steny prostredníctvom prepracovania dielu.
Cold Shuts a Misruns
Studený uzáver sa objaví ako viditeľná čiara na odlievacom povrchu, kde sa stretli dve čelá toku kovu, ale nespojili sa správne, pretože pred spojením príliš vychladli. Chybný chod je neúplná výplň – časť dutiny, do ktorej sa pred stuhnutím jednoducho nedostalo dostatok kovu. Obe sú spôsobené nedostatočnou teplotou kovu, príliš nízkou rýchlosťou vstrekovania, neadekvátnym objemom kovu alebo nadmerným chladením matrice. Zvýšenie teploty kovu, rýchlosti vstrekovania alebo hmotnosti výstrelu zvyčajne rieši tieto defekty.
Spájkovanie a erózia matrice
K spájkovaniu dochádza, keď sa hliníková zliatina prilepí na oceľ matrice, pričom pri vyhadzovaní sťahuje materiál z povrchu dielu a prípadne vytvára usadeniny na matrici. Je poháňaný chemickou reakciou medzi roztaveným hliníkom a železom v oceli matrice, urýchlenou vysokou teplotou kovu a vysokou rýchlosťou vtoku, ktorá opakovane dopadá na rovnaký povrch matrice. Ochranné povlaky (nitridácia, PVD povlaky ako TiAlN), kontrola teploty matrice a optimalizované mazanie znižujú frekvenciu spájkovania. Ťažké prípady vyžadujú leštenie alebo opravu zvaru.
Flash
Flash je tenké kovové rebro, ktoré sa vytláča medzi polovicami matrice alebo okolo vyhadzovacích kolíkov. Je výsledkom nedostatočnej upínacej sily, opotrebovaných alebo poškodených plôch deliacej čiary alebo nadmerného vstrekovacieho tlaku. Malý blesk je odstránený v lise orezania; trvalé blikanie indikuje problém s parametrami stroja, matrice alebo procesu, ktorý je potrebné opraviť skôr, ako sa zhorší.
Variácie a pokročilé metódy tlakového liatia
Okrem konvenčného vysokotlakového liatia sa niekoľko variantov procesu zaoberá špecifickými požiadavkami na diely alebo kvalitatívnymi cieľmi, ktoré štandardné liatie nemôže splniť.
Vákuové odlievanie
Vákuové liatie do formy odsaje vzduch z dutiny formy bezprostredne pred vstrekovaním cez špeciálne vákuové ventily. Zvyškový tlak vzduchu v dutine je v moderných systémoch znížený pod 50 mbar. Výsledkom je výrazne nižšia pórovitosť plynu, ktorá umožňuje tepelné spracovanie odliatkov (T5 alebo T6) a zváranie – možnosti, ktoré štandardné tlakové liatie nedokáže spoľahlivo dosiahnuť. Konštrukčné automobilové diely, ako sú tlmiče, B-stĺpiky a kryty batérií, sa čoraz častejšie vyrábajú týmto spôsobom.
Polopevné tlakové liatie (Thixocasting a Rheocasting)
Pri spracovaní v polotuhom stave sa kov vstrekuje pri teplote medzi jeho likvidus a solidus - v čiastočne stuhnutom stave podobnom kaši. Pretože kov je viskóznejší a plní matricu menej turbulentným, laminárnym spôsobom, zachytávanie plynu je výrazne znížené. Časti vyrobené reocastingom alebo tixocastingom sa môžu v niektorých geometriách priblížiť úrovni pórovitosti kovaných častí. Proces je zložitejší a nákladnejší na prevádzku ako konvenčné tlakové liatie, takže je vyhradený pre vysokohodnotné komponenty v leteckom priemysle, motoristickom športe a prémiových automobilových aplikáciách.
Squeeze Casting
Squeeze casting využíva oveľa nižšie rýchlosti vstrekovania, ale veľmi vysoký tlak (často 10 000 – 30 000 psi) aplikovaný a udržiavaný počas tuhnutia. Vysoký trvalý tlak potláča pórovitosť a zjemňuje mikroštruktúru, čím vznikajú odliatky s mechanickými vlastnosťami blížiacimi sa k výkovkom. Hliníkové kolesá pre vysokovýkonné vozidlá sú bežnou aplikáciou odlievania. Časy cyklov sú dlhšie ako pri konvenčnom liatí pod tlakom a proces vyžaduje starostlivejšiu konštrukciu formy na rozloženie tlaku.
Mega-casting (Gigacasting)
Nedávny vývoj poháňaný prevažne odvetvím elektrických vozidiel, mega-casting využíva stroje s hmotnosťou 6 000 ton alebo väčšie na výrobu jednotlivých hliníkových konštrukčných odliatkov, ktoré nahrádzajú zostavy desiatok lisovaných a zváraných oceľových dielov. Tesla tento prístup spopularizovala odliatím zadnej časti karosérie, ktorá spája približne 70 jednotlivých dielov do jedného záberu. Niekoľko ďalších výrobcov automobilov v súčasnosti uvádza do prevádzky alebo prevádzkuje podobné veľkoformátové bunky na tlakové liatie. Ekonomický základ spočíva v zníženom počte nástrojov, jednoduchších montážnych linkách a nižších nákladoch na spájanie, hoci to vyžaduje veľmi veľké počiatočné investície do stroja.
Odlievanie pod tlakom vs. iné procesy odlievania kovov
Tlakové liatie nie je jediný spôsob odlievania kovových dielov a nie je vždy ten správny. Pochopenie toho, kam sa hodí v porovnaní s alternatívami, pomáha pri výbere správneho procesu pre daný projekt.
| Proces | Náklady na nástroje | Cena za časť (vysoký objem) | Presnosť rozmerov | Najlepšie pre |
|---|---|---|---|---|
| Odlievanie pod vysokým tlakom | Vysoká (20 000 – 200 000 USD) | Veľmi nízka | Výborne | Veľkoobjemové neželezné diely |
| Trvalé odlievanie foriem | Mierne | Nízka | Dobre | Stredný objem, hrubšie steny |
| Investičné liatie | Mierne | Vysoká | Veľmi vysoká | Komplexná geometria, zliatiny železa, kozmonautika |
| Odlievanie do piesku | Nízka | Mierne to high | Chudák až spravodlivý | Nízka volume, large parts, iron/steel |
Rozhodnutie zvyčajne závisí od objemu. Nástroje na tlakové liatie hliníkovej časti bežne stoja medzi 30 000 a 150 000 USD v závislosti od zložitosti. Táto investícia dáva zmysel pri 50 000 alebo viacerých dieloch ročne, ale je ťažké ju ospravedlniť pre niekoľko stoviek jednotiek. Pre malosériovú výrobu je liatie do piesku alebo investičné liatie ekonomickejšie, aj keď sú náklady na diel vyššie. Pre železné zliatiny (oceľ, železo) sa tlakové liatie vo všeobecnosti vôbec nepoužíva – vhodnou voľbou je investičné liatie, pieskové liatie alebo kovanie.
Odvetvia a aplikácie, v ktorých dominuje tlakové liatie
Kombinácia rýchlosti, presnosti a schopnosti tvarovania pod tlakom z neho urobila predvolený výrobný proces pre širokú škálu kategórií produktov vo viacerých odvetviach.
- Automobilový priemysel: Bloky motorov (v niektorých konfiguráciách), skrine prevodoviek, telesá olejových čerpadiel, zostavy držiakov, kľučky dverí, kryty zrkadiel, kolesá (squeeze cast) a čoraz väčšie konštrukčné komponenty karosérie v bielej farbe. Automobilový priemysel je najväčším jednotným trhom pre tlakové liatie, ktorý predstavuje viac ako 50 % produkcie v Severnej Amerike podľa hodnoty.
- Spotrebná elektronika: Šasi notebooku a tabletu, vnútorné rámy smartfónov, telá kamier a konštrukcie chladiča ťažia z hliníkovej kombinácie ľahkosti, tepelnej vodivosti a tuhosti konštrukcie.
- Priemyselné vybavenie: Telesá prevodoviek, telesá čerpadiel, telesá motorov a telesá ventilov sa vyrábajú vo veľkých objemoch s konzistentnou hrúbkou steny a tlakotesnou integritou.
- Telekomunikačná infraštruktúra: Kryty základňových staníc 5G a komponenty tepelného manažmentu využívajú hliníkové odlievanie pre kombináciu tienenia EMI, tepelného výkonu a rozmerovej stability.
- Inštalatérstvo a HVAC: Mosadzné a hliníkové liate armatúry, ventily a rozdeľovacie bloky každý rok inštalujú milióny ľudí v bytovej a komerčnej výstavbe.
- Elektrické náradie a spotrebiče: Telesá motorov, prevodové skrine a konštrukčné rámy pre elektrické náradie, trávnikové zariadenia a domáce spotrebiče sa spoliehajú na tlakové liatie pre tesné tolerancie a dobrú povrchovú úpravu pri vysokých výrobných rýchlostiach.
Čo môžete očakávať z hľadiska tolerancií, povrchovej úpravy a dodacej doby
Kupujúci a inžinieri, ktorí špecifikujú tlakovo liate diely, potrebujú realistické očakávania o tom, čo môže a nemôže proces poskytnúť bez sekundárnych operácií.
Rozmerové tolerancie
Tlakové liatie dosahuje užšie tolerancie ako liatie do piesku alebo liatie do stálej formy, ale nie je to proces presného obrábania. Pre hliník sú typické tolerancie pri odliatku ±0,003 až ±0,005 palca na palec. Funkcie, ktoré vyžadujú prísnejšie ovládanie – ložiskové otvory, polohy závitových otvorov, lícované povrchy – vyžadujú po odliatí CNC obrábanie. Severoamerická asociácia tlakového liatia (NADCA) publikuje podrobné normy tolerancie, ktoré sú priemyselnou referenciou pre špecifikáciu tlakovo liatych dielov.
Povrchová úprava
Odlievané povrchy na tlakovo liatom hliníku sú zvyčajne v rozsahu 63–125 mikropalcov Ra (1,6–3,2 mikrometrov Ra), čo je dostatočne hladké na väčšinu funkčných a kozmetických účelov bez ďalšej povrchovej úpravy. Zinkové tlakové odliatky môžu dosiahnuť ešte jemnejšie odliate povrchy a môžu sa priamo galvanizovať, vďaka čomu sú preferované pre dekoratívny hardvér, ktorý bude pochrómovaný alebo poniklovaný.
Dodacia lehota nástrojov a dodacia doba dielov
Výroba nástrojov pre stredne zložitú formu na tlakové liatie hliníka zvyčajne trvá 8 až 14 týždňov od schválenia dizajnu až po prvé zábery. Jednoduché nástroje môžu byť dokončené rýchlejšie; veľké, viacdutinové alebo zložité matrice môžu trvať 16–20 týždňov. Po overení nástrojov a vo výrobe závisia dodacie lehoty na diely od sérií a harmonogramu, ale pri štandardných objednávkach sú zvyčajne 3–6 týždňov. Veľkoobjemové špecializované linky môžu odosielať diely s kratšou výpovednou lehotou po stanovení výrobného plánu.