Dve základné metódy tlakového liatia: horúca komora a studená komora
Dva základné spôsoby tlakového liatia sú tlakové liatie v horúcej komore a tlakové liatie v studenej komore . Tieto dva procesy majú rovnaký základný cieľ – vtláčanie roztaveného kovu do kalenej oceľovej matrice pod vysokým tlakom, aby sa vyrobili presné, opakovateľné časti – ale výrazne sa líšia v tom, ako sa kov taví, ako sa s ním manipuluje a ako sa vstrekuje. Výber nesprávnej metódy pre geometriu zliatiny alebo dielu môže viesť k zlej výplni, nadmernej pórovitosti, predčasnému opotrebovaniu lisovnice a nákladnej miere šrotu. Pochopenie toho, čo oddeľuje tieto dve metódy, je východiskovým bodom pre akékoľvek seriózne rozhodnutie o tlakovom liatí.
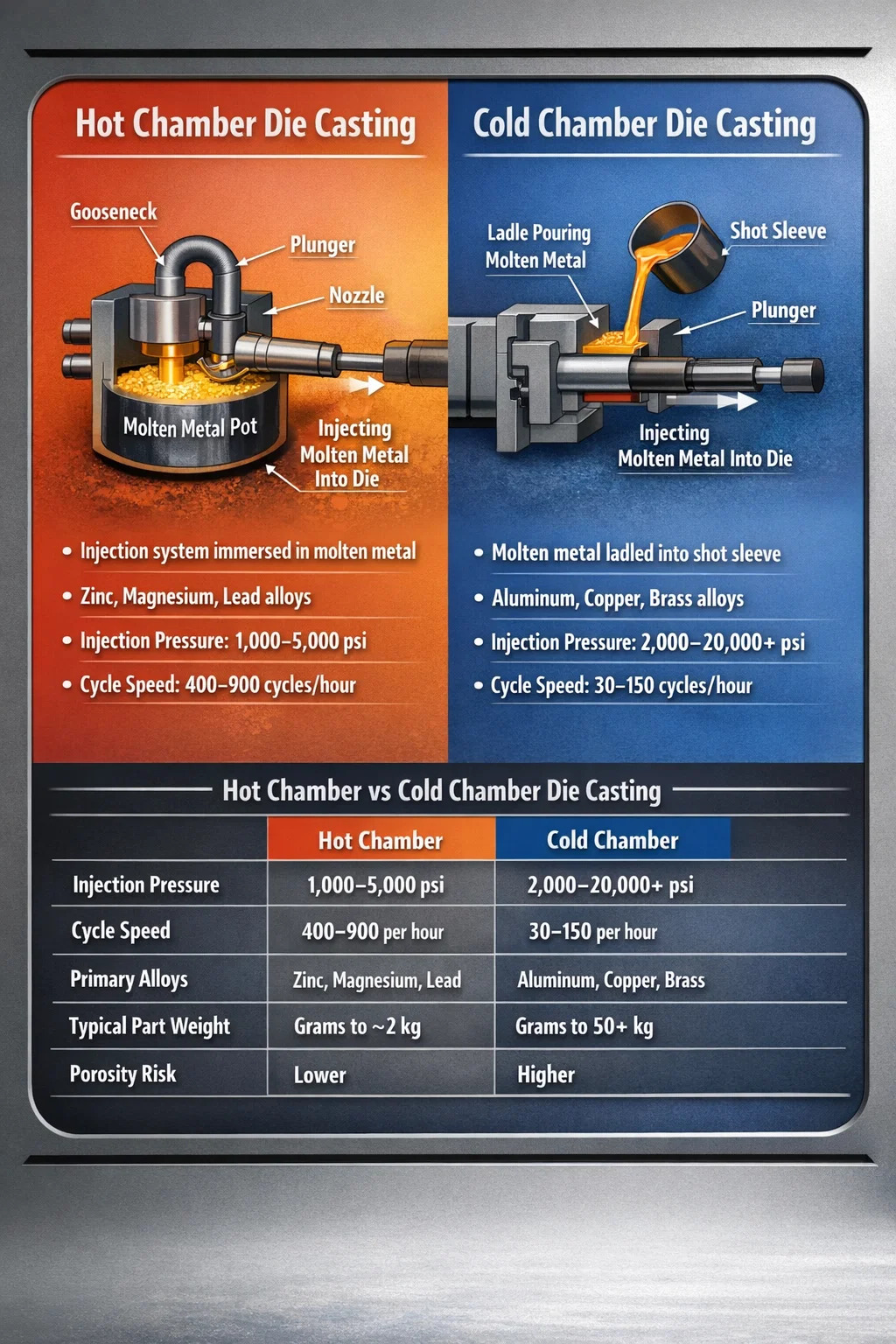
V horúcej komore tlakové liatie vstrekovací mechanizmus je ponorený priamo do kúpeľa roztaveného kovu. Stroj automaticky vťahuje kov do valca a vstrekuje ho do matrice v nepretržitom rýchlom cykle. Pri tlakovom liatí v studenej komore sa kov roztaví v samostatnej peci a potom sa pred každým vstrekovacím cyklom naleje – ručne alebo automaticky – do puzdra. Každá metóda má špecifické zliatiny, s ktorými sa dobre manipuluje, špecifické tlakové rozsahy, v ktorých funguje, a špecifické objemy výroby, kde to dáva ekonomický zmysel.
Tlakové liatie v horúcej komore: Ako tento proces funguje
Odlievanie v horúcej komore – niekedy nazývané odlievanie s husím krkom – udržuje vstrekovací systém trvalo ponorený v nádobe s roztaveným kovom. Hlavnými komponentmi sú kovový kanál v tvare husieho krku, piest a dýza, ktorá sedí priamo proti matrici. Keď sa piest stiahne, roztavený kov prúdi cez otvor do husieho krku. Keď sa piest posunie dopredu, utesní port a vytlačí kov cez dýzu a do dutiny formy pri tlakoch typicky v rozsahu od 1 000 až 5 000 psi (7 až 35 MPa) .
Pretože kov medzi výstrelmi nikdy neopustí vyhrievaný systém, cyklus je extrémne rýchly. Stroje s horúcou komorou bežne dosahujú 400 až 900 cyklov za hodinu pre malé súčiastky, vďaka čomu sú vhodné na veľkoobjemovú výrobu komponentov, ako sú elektrické konektory, kryty karburátorov, zámky a časti hračiek. Eliminácia samostatného kroku naberania znižuje ako čas cyklu, tak aj riziko kolísania teploty medzi dávkami.
Zliatiny kompatibilné s liatím horúcou komorou
Tlakové liatie v horúcej komore je obmedzené na zliatiny s nízkou teplotou topenia, ktoré nenapádajú ani nerozpúšťajú železné a oceľové komponenty vstrekovacieho systému. Najbežnejšie materiály sú:
- Zliatiny zinku (Zamak 2, 3, 5, 7) – zďaleka najpoužívanejšie, s bodmi topenia okolo 380 – 420 °C
- Zliatiny horčíka (AZ91D, AM60) – čoraz častejšie sa používajú v systémoch horúcej komory so špecializovanými konštrukciami strojov
- Zliatiny olova a cínu – používané v špecializovaných nízkoobjemových aplikáciách
Hliník, meď a mosadz nie je možné spracovávať na strojoch s horúcou komorou. Ich vyššie teploty tavenia — hliník sa topí okolo 660 °C, mosadz okolo 900 °C — by rýchlo rozpustili železné komponenty husieho krku a piestu, zničili by stroj a kontaminovali taveninu v priebehu niekoľkých hodín prevádzky.
Tonáž stroja a veľkosť dielov v prevádzke s horúcou komorou
Stroje s horúcou komorou sú všeobecne dostupné v upínacích silách od pod 5 ton do približne 900 ton , hoci väčšina prác v horúcej komore sa vykonáva na strojoch v rozsahu 5 až 400 ton. Hmotnosť dielov pre zinkové odliatky sa zvyčajne pohybuje od niekoľkých gramov do približne 2 kg, aj keď ťažšie diely sú možné na väčších strojoch. Tenké steny dosiahnuteľné pomocou zinku – bežne až do 0,5 mm v presnom obrábaní – robia z odlievania v horúcej komore postup pre miniaturizované detailné komponenty.
Tlakové liatie v studenej komore: Ako tento proces funguje
Odlievanie v studenej komore úplne oddeľuje taviacu pec od vstrekovacieho systému. Kov sa taví vo vonkajšej udržiavacej peci a potom sa prenáša – ručnou panvou, automatickou panvou alebo elektromagnetickým čerpadlom – do vodorovného alebo zvislého puzdra. Akonáhle je v objímke správny objem kovu, vstrekovací piest sa posunie dopredu a vtlačí kov do matrice pri tlakoch, ktoré sú podstatne vyššie ako v zariadení horúcej komory: typicky 2 000 až 20 000 psi (14 až 140 MPa) , pričom niektoré vysokotlakové operácie presahujú tento rozsah pre tenkostenné hliníkové diely.
Oddelenie pece od stroja znamená, že vstrekovacie komponenty nie sú nepretržite vystavené roztavenému kovu. Sú exponované iba počas krátkeho momentu výstrelu, čo umožňuje použitie kovov, ktoré by zničili systém horúcej komory. Kompromisom je pomalší čas cyklu – väčšina operácií v studenej komore prebieha pri 30 až 150 výstrelov za hodinu v závislosti od hmotnosti dielu, hrúbky steny a zliatiny – a ďalšie kroky procesu, ktoré môžu spôsobiť kolísanie teploty, ak nie sú starostlivo kontrolované.
Zliatiny používané pri tlakovom liatí v studenej komore
Tlakové liatie v studenej komore zvláda širokú škálu zliatin s vyššími teplotami tavenia, vrátane:
- Zliatiny hliníka (A380, A383, A360, ADC12) – dominantný materiál pri práci v studenej komore, používaný v automobilovom, leteckom a kozmickom priemysle a spotrebnej elektronike
- Zliatiny medi a mosadze — používa sa na inštalatérske komponenty, elektrické konektory a námorný hardvér, kde záleží na odolnosti a sile proti korózii
- Zliatiny horčíka (AZ91D, AM50) – čoraz bežnejšie v studenej komore pre veľké konštrukčné diely, hoci horčík je spracovateľný aj v systémoch s horúcou komorou
- Kremíkový tombak a špeciálne zliatiny na báze medi — používa sa v aplikáciách s presnosťou na úzku medzeru
Hliníková zliatina A380 je jediná najpoužívanejšia zliatina na tlakové liatie na svete a prakticky všetka sa spracováva na strojoch so studenou komorou. Ponúka vynikajúcu kombináciu zlievateľnosti, mechanickej pevnosti (pevnosť v ťahu približne 317 MPa), odolnosti proti korózii a nákladov, čo je dôvod, prečo dominuje automobilovému konštrukčnému odlievaniu, chladičom a krytom motorov.
Tonáž stroja a mierka dielov
Stroje so studenou komorou sú podstatne väčšie ako zariadenia s horúcou komorou. Upínacie sily sa pohybujú od okolia 150 ton až 6 000 ton alebo viac pre stroje na megaodlievanie, ktoré sa teraz používajú v aplikáciách gigacasting v automobiloch. Lis so studenou komorou s hmotnosťou 4 000 ton, ktorý používa výrobca automobilov, dokáže vyrobiť kompletnú zadnú spodnú časť vozidla – jediný hliníkový odliatok, ktorý nahrádza viac ako 70 lisovaných a zváraných oceľových dielov – jediným záberom. Tesla spopularizovala tento prístup pomocou technológie Giga Press a odvtedy si tento prístup osvojilo viacero výrobcov OEM po celom svete.
Priame porovnanie: tlakové liatie v horúcej komore a studenej komore
Nižšie uvedená tabuľka sumarizuje kritické rozdiely medzi týmito dvoma metódami tlakového liatia v parametroch, ktoré sú najdôležitejšie pri plánovaní výroby:
| Parameter | Horúca komora | Studená komora |
|---|---|---|
| Vstrekovací tlak | 1 000 až 5 000 psi | 2 000 až 20 000 psi |
| Rýchlosť cyklu | 400-900 cyklov/hod | 30-150 cyklov/hod |
| Primárne zliatiny | Zinok, horčík, olovo | Hliník, meď, mosadz, horčík |
| Tonážny rozsah stroja | 5-900 ton | 150-6000 ton |
| Vystavenie teplote kovu stroju | Nepretržitý | Len na jeden výstrel |
| Typická hmotnosť dielu | Gramov do ~2 kg | Gramov do 50 kg |
| Riziko pórovitosti | Nižšie (menej možností nasávania vzduchu) | Vyššie (vyžaduje starostlivé ovládanie profilu záberu) |
| Náklady na nástroje | Nižšia až stredná | Stredná až vysoká |
Úvahy o dizajne lisovnice, ktoré sa líšia medzi týmito dvoma metódami
Samotná matrica – forma z kalenej nástrojovej ocele H13, do ktorej je vtláčaný roztavený kov – je koncepčne podobná v oboch procesoch, ale technické požiadavky sa líšia v závislosti od použitých tlakov a použitého tepelného zaťaženia.
Návrh brány a systémy bežcov
V horúcej komore dies, the sprue connects directly to the machine nozzle. Runner and gate systems for zinc casting are typically short and direct because the lower viscosity of molten zinc at typical casting temperatures (around 420°C) allows it to fill thin sections easily. Gate velocities in hot chamber zinc casting often range from 30 až 50 m/s .
Formy so studenou komorou pre hliník vyžadujú starostlivú geometriu bežca, aby sa zvládla vyššia viskozita hliníka pri teplote odlievania a riziko predčasného tuhnutia počas plnenia. Typické cieľové rýchlosti brány pre hliník 40 až 60 m/s a profil výstrelu – pomalá fáza, rýchla fáza a intenzifikačný tlak – musia byť presne naprogramované, aby sa predišlo turbulentnej výplni, ktorá je primárnou hnacou silou pórovitosti hliníkových odliatkov.
Thermal Management a Die Life
Oba typy lisovníc sa spoliehajú na vnútorné vodné alebo olejové chladiace kanály na riadenie tepla, ale hliníkové lisovnice so studenou komorou čelia väčšiemu tepelnému šoku v dôsledku väčšieho teplotného rozdielu medzi hliníkovou taveninou (~680 °C pri odlievaní) a povrchovou teplotou formy (zvyčajne udržiavanou na 180–260 °C). Tento tepelný cyklus je primárnou hnacou silou tepelnej kontroly - siete jemných povrchových trhlín, ktoré nakoniec zhoršujú kvalitu povrchu lisovnice. Studená komora lisovníc H13 pre hliník má zvyčajne životnosť 100 000 až 300 000 výstrelov , zatiaľ čo horúca komora zinkové matrice môže bežať do 1 milión výstrelov alebo viac predtým, než si vyžiada výraznú prepracovanie.
Pórovitosť: Kľúčová výzva kvality v oboch metódach
Pórovitosť - dutiny v odliatku spôsobené zachyteným plynom alebo zmrštením - je dominantným problémom pri tlakovom liatí bez ohľadu na to, ktorá metóda sa používa, ale jej príčiny a riešenia sa medzi procesmi v horúcej a studenej komore líšia.
V horúcej komore die casting, the primary porosity risk comes from gas dissolved in the zinc melt and from lubricant residue in the die cavity. Because the injection system is closed and metal is fed continuously from a temperature-controlled pot, there is less opportunity for air entrainment during the shot compared to cold chamber. Maintaining proper pot temperature — typically within ±5°C of the target — and using quality alloys with controlled impurity levels (iron below 0.1% in Zamak 3, for example) keeps porosity manageable.
Pri tlakovom liatí v studenej komore je hlavným zdrojom strhávania vzduchu otvorená broková manžeta. Keď sa piest posúva dopredu, musí tlačiť pred kov kúsok vzduchu obsiahnutý v objímke. Správna rýchlosť pomalého výstrelu - zvyčajne 0,1 až 0,5 m/s počas prvej fázy – umožňuje, aby sa vytvorila vlna kovu a tlačil vzduch dopredu k prepadovým šachtám a otvorom pred začatím rýchleho vstrekovania. Ak sa tento prechodový bod pomýli čo i len o niekoľko milimetrov pohybu piesta, môže to mať za následok o 10 až 20 % vyššiu úroveň pórovitosti v hotovej časti. Vákuové odlievanie, pri ktorom sa pred vstrekovaním vyprázdni dutina formy a puzdro výstrelu, môže znížiť pórovitosť hliníkových častí studenej komory na úroveň, ktorá umožňuje tepelné spracovanie a konštrukčné zváranie – možnosti, ktoré nie sú možné pri konvenčne odlievaných hliníkových odliatkoch.
Kedy zvoliť tlakové liatie v horúcej komore
Tlakové liatie v horúcej komore je správnou voľbou, ak platia nasledujúce podmienky:
- Materiál dielu je zinok, horčík alebo iná zliatina s nízkou teplotou topenia kompatibilná so systémom husieho krku
- Objemy výroby sú vysoké – vo všeobecnosti nad 50 000 až 100 000 dielov ročne, aby sa odôvodnili investície do nástrojov
- Hmotnosť dielu je relatívne nízka, typicky pod 1 až 2 kg pre zinok
- Rozmerová presnosť je kritická – tlakové liatie zinku bežne dosahuje tolerancie ± 0,05 mm na kritických prvkoch bez sekundárneho obrábania
- Vyžadujú sa tenké steny – zinok je možné odlievať do hrúbky steny pod 0,5 mm pomocou optimalizovaných nástrojov
- Kvalita povrchovej úpravy je prioritou — zinkové odliatky majú vynikajúci povrch ako odliatok vhodný na priame pokovovanie alebo lakovanie bez náročnej prípravy
Bežné priemyselné odvetvia využívajúce tlakové liatie v horúcej komore zahŕňajú spotrebnú elektroniku (konektory, konzoly, pánty), automobilový priemysel (telesá zámkov, komponenty palivového systému, kryty snímačov), hardvér (kľučky dverí, nábytkové kovanie) a hračky a novinky.
Kedy zvoliť tlakové liatie v studenej komore
Tlakové liatie v studenej komore je vhodný proces, keď:
- Zliatina je hliník, meď, mosadz alebo materiál s vysokou teplotou topenia, ktorý nie je kompatibilný so zariadením horúcej komory
- Veľkosť a hmotnosť dielov prekračuje praktické limity vybavenia horúcej komory
- Vyžaduje sa konštrukčný výkon – hliníkové tlakové odliatky ponúkajú pomery pevnosti a hmotnosti výrazne lepšie ako zinok pre nosné aplikácie
- Je potrebná odolnosť proti korózii v drsnom prostredí – prirodzená oxidová vrstva hliníka poskytuje ochranu, ktorej sa zliatiny zinku v niektorých prostrediach nedokážu vyrovnať bez povrchovej úpravy
- Aplikácia je v automobilových hnacích ústrojenstvách, kozmických konzolách alebo priemyselných zariadeniach, kde kombinácia nízkej hmotnosti a štrukturálnej integrity odôvodňuje vyššie náklady na nástroje a stroje.
Medzi hlavné aplikácie tlakového liatia so studenou komorou patria kryty prevodoviek automobilov, bloky motorov, kryty batérií elektrických vozidiel, podvozok počítačových serverov, telesá hydraulických ventilov a komponenty lodných prívesných motorov. Samotný globálny trh s tlakovým liatím hliníka bol preceňovaný 50 miliárd USD v roku 2023 , čo odráža dominanciu odlievania hliníka v studenej komore v modernej výrobe.
Štruktúra nákladov: nástroje, strojový čas a ekonomika jednotlivých dielov
Ekonomika tlakového liatia do značnej miery závisí od použitej metódy, pretože tieto dva procesy majú veľmi odlišné profily nákladov.
Náklady na nástroje
Nástroje na tlakové liatie sú drahé bez ohľadu na metódu, pretože formy musia vydržať milióny tlakových cyklov v abrazívnom, tepelne náročnom prostredí. Zinkové lisovnice s horúcou komorou pre stredne zložité diely zvyčajne stoja medzi 15 000 a 80 000 dolárov . Hliníkové matrice so studenou komorou pre porovnateľnú zložitosť stoja viac – často 30 000 až 150 000 USD alebo vyššie — pretože vyššie vstrekovacie tlaky vyžadujú robustnejšiu konštrukciu lisovnice a zložitejšiu konštrukciu chladiaceho okruhu. Veľké konštrukčné matrice so studenou komorou pre automobilové aplikácie môžu bežať do 500 000 dolárov alebo viac .
Náklady na časť a rovnovážny objem
Pretože tlakové liatie má vysoké fixné náklady (nástroje, nastavenie) a relatívne nízke variabilné náklady na diel (kov, strojový čas, práca), obe metódy sú najekonomickejšie pri veľkých objemoch. Bod zvratu – kde sa tlakové liatie stáva lacnejším ako alternatívy, ako je liatie do piesku, investičné liatie alebo obrábanie z predvalkov – sa líši podľa zložitosti dielu, ale vo všeobecnosti sa dosahuje niekde medzi 10 000 a 50 000 dielov pre horúcu komoru zinok a 20 000 a 100 000 dielov pre hliník so studenou komorou, v závislosti od veľkosti dielu a zložitosti funkcie.
Materiálové náklady sú ďalším rozlišovacím znakom. Zliatina zinku (Zamak 3) stojí zhruba 2,00 – 2,50 USD za kg za typické priemyselné zmluvné ceny. Hliníková zliatina A380 beží bližšie k 2,50 – 3,50 USD za kg Nižšia hustota hliníka (2,7 g/cm³ oproti 6,6 g/cm³ zinku) znamená, že pri danom objeme dielu spotrebuje hliníkový odliatok oveľa menej kovu na hmotnosť, čo čiastočne kompenzuje cenový rozdiel.
Vznikajúce variácie dvoch metód tlakového liatia jadra
Zatiaľ čo horúca komora a studená komora zostávajú dvoma základnými metódami tlakového liatia, vyvinulo sa niekoľko variant procesu, aby sa riešili špecifické obmedzenia každého z nich.
Vákuové odlievanie
Aplikované na obe metódy, ale obzvlášť dôležité pre hliník v studenej komore, vákuové liatie do formy evakuuje dutinu formy a objímku pred vstrekovaním, čím sa znižuje pórovitosť plynu na úroveň, ktorá umožňuje tepelné spracovanie T5 a T6. Vďaka tomu sú konštrukčné hliníkové odliatky zvárateľné a vhodné pre aplikácie kritické z hľadiska bezpečnosti, ako sú automobilové havarijné konštrukcie a komponenty zavesenia. Stroje so studenou komorou s vákuom zvyšujú náklady a zložitosť, ale môžu znížiť množstvo odpadu 30 až 50 % v aplikáciách citlivých na pórovitosť.
Polopevné tlakové liatie (Thixocasting a Rheocasting)
Procesy odlievania polotuhých kovov – tixocasting a reocasting – vstrekujú kov v polotuhom, kašovitom stave, a nie v úplne roztavenom stave. To dramaticky znižuje pórovitosť, pretože kov nenesie rozpustený plyn rovnakým spôsobom ako plne tekutý kov a neturbulentný vzor výplne zachytáva oveľa menej vzduchu. Polotuhé procesy sú postavené na strojových platformách so studenou komorou, ale používajú upravené profily výstrelov a špecializovanú prípravu predvalkov. Výsledkom sú odliatky s mechanickými vlastnosťami približujúcimi sa kovaným dielom. Časti Rheocast z hliníka A356 dosahujú vyššie pevnosti v ťahu 310 MPa s predĺžením 10 % alebo viac — výrazne lepšie ako bežné odliatky A380 zo studenej komory.
Squeeze Casting
Squeeze casting – niekedy klasifikovaný ako tretia kategória tlakového liatia – kombinuje princípy tlakového liatia a kovania. Kov sa naleje do otvorenej matrice, potom razník aplikuje tlak 50 až 150 MPa ako kov tuhne, čím sa úplne eliminuje zmršťovacia pórovitosť. Proces využíva platformy strojov so studenou komorou a vyrába diely s takmer nulovou pórovitosťou a vynikajúcimi mechanickými vlastnosťami, je však pomalší a drahší ako konvenčné odlievanie v studenej komore. Používa sa pre letecké súčiastky, brzdové strmene pre automobily a iné vysoko namáhané aplikácie.
Ako si vybrať správnu metódu tlakového liatia pre vašu časť
Výber správneho procesu tlakového liatia začína zliatinou, pretože o zliatine sa pri väčšine návrhov nedá obchodovať. Ak technické požiadavky vyžadujú hliník – pre hmotnosť, pevnosť alebo tepelný výkon – studená komora je jedinou praktickou možnosťou pri tlakovom liatí. Ak je zinok prijateľný alebo preferovaný pre jeho presnosť, tenkostennú schopnosť a kompatibilitu pokovovania, horúca komora sa stáva rýchlejšou a lacnejšou cestou.
Po výbere zliatiny pomôžu zúžiť rozhodnutie nasledujúce otázky:
- Aký je ročný objem? Obidve metódy potrebujú objem, aby boli ekonomické, ale hliník so studenou komorou vyžaduje väčší objem na kompenzáciu vyšších nákladov na nástroje.
- Aká je hmotnosť dielu a projektovaná hmotnosť strely? Časti nad 2 kg v zinku sú nezvyčajné; časti nad 5 kg z hliníka môžu vyžadovať veľmi veľké stroje so studenou komorou.
- Sú prítomné funkcie citlivé na pórovitosť? Tlakotesné hydraulické priechody alebo konštrukčné uzly, ktoré budú zvárané, vyžadujú vákuovo podporovanú studenú komoru alebo polotuhé spracovanie.
- Aká povrchová úprava je potrebná? Zinkové odliatky s horúcou komorou prijímajú galvanické pokovovanie priamo; hliníkové odliatky zo studenej komory sú zvyčajne práškovo lakované, eloxované alebo ponechané holé.
- Aké je operačné prostredie? Zvýšené teploty nad 150 °C diskvalifikujú zliatiny zinku v dôsledku straty pevnosti; hliník dobre funguje pri teplote 200–250 °C v závislosti od zliatiny.
Vyriešenie týchto otázok so zlievarňou na tlakové liatie počas fázy návrhu – pred tým, ako sa zapojí nástroj – je najspoľahlivejší spôsob, ako dospieť k správnemu procesu pre vašu aplikáciu. Preskúmanie návrhu na výrobu (DFM) skúseným inžinierom tlakového liatia dokáže identifikovať uhly úkosu, prechody hrúbky steny a polohy deliacej čiary, ktoré ovplyvňujú, ktorý typ stroja a spôsob vstrekovania zabezpečia najnižšiu mieru odpadu a najdlhšiu životnosť formy pre vašu špecifickú geometriu dielu.