Môže byť hliník 6061 odlievaný pod tlakom? Priama odpoveď
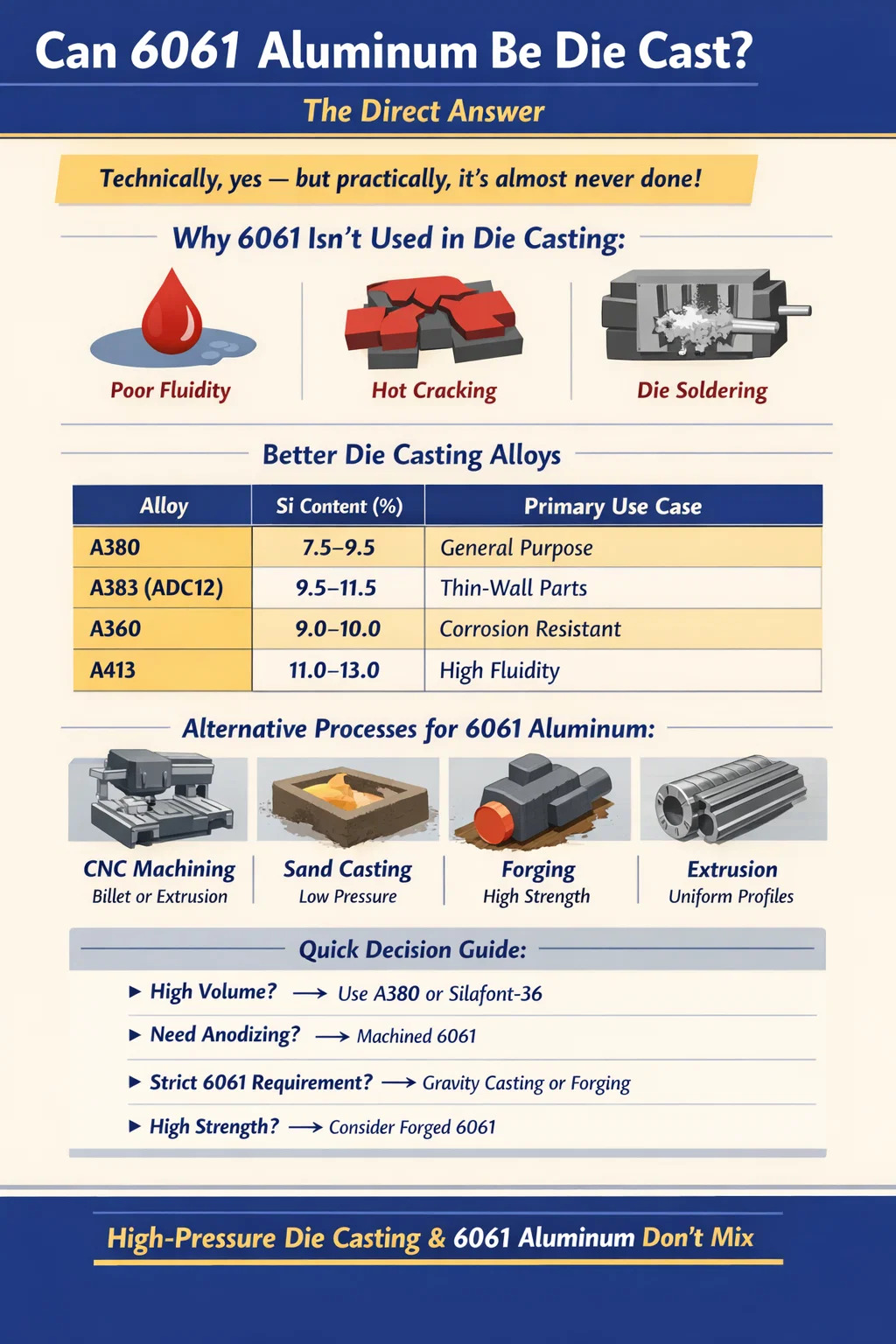
Technicky áno – ale v praktickej výrobe, Hliník 6061 sa takmer nikdy nepoužíva pri tlakovom liatí a väčšina zariadení na tlakové liatie to neodporúča. Dôvodom je chémia zliatin. 6061 je tvárnená hliníková zliatina, čo znamená, že bola vyvinutá špeciálne pre procesy ako extrúzia, valcovanie a kovanie – nie na vstrekovanie do oceľových foriem pod vysokým tlakom. Jeho obsah horčíka a kremíka, aj keď je vynikajúci pre štrukturálne vlastnosti po tepelnom spracovaní, spôsobuje vážne problémy v prostredí tlakového liatia: slabú tekutosť, tendenciu k praskaniu za tepla a problémy so spájkovaním, ktoré zvyšujú množstvo odpadu a náklady na nástroje.
Zliatiny hliníka, ktoré dominujú tlakové liatie priemyslu sú účelovo navrhnuté pre tento proces. A380, A383, A360 a ADC12 tvoria prevažnú väčšinu hliníkových odliatkov na celom svete práve preto, že ich obsah kremíka – zvyčajne medzi 8 % a 12 % – im dáva tekutosť taveniny, tepelné správanie a vlastnosti tuhnutia, ktoré tlakové liatie vyžaduje. 6061 obsahuje iba 0,4 % – 0,8 % kremíka hlboko pod hranicou potrebnou na spoľahlivé, vysokoobjemové tlakové liatie.
Tento článok vysvetľuje, prečo sa 6061 správa tak, ako sa správa pri tlakovom liatí, aké alternatívy existujú a v ktorých scenároch výber inej zliatiny – alebo úplne iného procesu – prinesie lepšie výsledky pri nižších nákladoch.
Pochopenie hliníka 6061: Zloženie zliatiny a jeho dôsledky
Hliník 6061 je zliatina radu 6xxx, čo znamená, že jeho primárnymi legovacími prvkami sú horčík (Mg) a kremík (Si). Štandardný rozsah zloženia je nasledujúci:
| Prvok | Rozsah zloženia (%) | Úloha v zliatine |
|---|---|---|
| kremík (Si) | 0,40 – 0,80 | Posilnenie cez zrazeniny Mg2Si |
| horčík (Mg) | 0,80 – 1,20 | Primárny posilňovací prvok |
| meď (Cu) | 0,15 – 0,40 | Dodatočná pevnosť, mierne znižuje odolnosť proti korózii |
| chróm (Cr) | 0,04 – 0,35 | Kontrola štruktúry zrna |
| Železo (Fe) | Max 0,70 | Náhodné; kontrolované ako nečistota |
| hliník (Al) | Zostatok (~96 – 99) | Základný kov |
Kombinácia Mg a Si vytvára silicid horečnatý (Mg₂Si), ktorý sa vyzráža počas tepelného spracovania (T4 alebo T6), čo dáva 6061-T6 jeho dobre známu pevnosť v ťahu približne 310 MPa (45 000 psi) . Táto odozva precipitačného vytvrdzovania je jednou z najväčších výhod zliatiny – je to však výhoda po spracovaní, nie výhoda odlievania.
Naproti tomu nízky obsah kremíka znamená, že roztavená zliatina má vysokú viskozitu a úzky rozsah tuhnutia. Keď sa naleje alebo vstrekne do formy, netečie ľahko do tenkých stien alebo zložitých geometrií. Výsledkom sú neúplné výplne, studené uzávery a pórovitosť – chyby, ktoré sú obzvlášť problematické pri konštrukčných alebo tlakovo tesných dieloch odlievaných pod tlakom.
Prečo má 6061 slabý výkon v procese tlakového liatia
Tlakové liatie je vysokotlakový a vysokorýchlostný proces. Roztavený hliník sa vstrekuje do oceľovej matrice pri tlakoch typicky v rozsahu od 10 000 až 30 000 psi (69 až 207 MPa) , pri časoch plnenia meraných v milisekundách. Zliatina musí okamžite pretekať cez žľaby a brány, úplne vyplniť tenké časti a predvídateľne tuhnúť. 6061 vytvára v tomto prostredí viacero bodov zlyhania.
Slabá tekutosť taveniny
Tekutosť zliatin hliníka je do značnej miery riadená obsahom kremíka. Kremík znižuje teplotu topenia, rozširuje teplotné okno kvapalina-pevná látka a znižuje povrchové napätie v tavenine. Zliatiny na tlakové liatie ako A380 obsahujú približne 8,5 % kremíka. 6061 obsahuje menej ako 1 %. V testoch tekutosti (napr. špirálových testoch tekutosti) A380 konzistentne vypĺňa dvoj- až trojnásobok dĺžky, ktorú za rovnakých podmienok vyplní tavenina 6061. Tenkostenné úseky pod 2 mm sa v podstate nedajú spoľahlivo vyplniť 6061.
Praskanie za tepla počas tuhnutia
6061 má široký rozsah tuhnutia — medzera medzi likvidom (~652°C) a solidom (~582°C) je približne 70°C. Počas tejto polotuhej fázy je zliatina náchylná na roztrhnutie za tepla: čiastočne stuhnutá kostra sa stiahne, ale tekutý kov nemôže pretekať dostatočne rýchlo cez zostávajúce kanály, aby to kompenzoval. Výsledkom sú vnútorné trhliny. Zliatiny na tlakové liatie s vysokým obsahom kremíka majú užší rozsah tuhnutia , čo znamená, že kov prechádza z kvapaliny do pevnej látky rýchlejšie a rovnomernejšie, čím sa dramaticky znižuje riziko praskania za tepla.
Spájkovanie a poškodenie nástrojov
Spájkovanie v matrici nastáva, keď sa hliník spája s povrchom oceľovej matrice. Obsah železa v matrici reaguje s hliníkom v tavenine za vzniku intermetalických zlúčenín železa a hliníka (Fe-Al IMC) na povrchu matrice. Kremík pôsobí ako tlmivý roztok – prednostne reaguje so železom za vzniku Fe-Si fáz, ktoré sú menej priľnavé a ľahšie sa uvoľňujú. Pretože 6061 má nízky obsah kremíka, je oveľa náchylnejší na spájkovanie na tvár matrice. To zvyšuje vyhadzovacie sily, spôsobuje povrchové defekty na odliatku a urýchľuje eróziu formy. Uvádza sa, že životnosť matrice pri skúškach tlakového liatia je 6061 výrazne kratší v porovnaní so štandardnými zliatinami na tlakové liatie.
Komplikácie tepelného spracovania
Jednou z hlavných atrakcií 6061 je jeho odozva na tepelné spracovanie T6, ktoré zvyšuje pevnosť v ťahu z približne 125 MPa (18 000 psi) v žíhanom stave na približne 310 MPa (45 000 psi). Diely odliate pod tlakom – dokonca aj v kompatibilných zliatinách – je však notoricky náročné na tepelné spracovanie, pretože rýchle tuhnutie v nástroji zachytáva pórovitosť plynu. Keď sa porézny tlakový odliatok spracováva teplom v roztoku pri teplotách okolo 530 °C, zachytený plyn expanduje a spôsobuje na povrchu pľuzgiere. Tlakové odliatky 6061 by čelili rovnakému problému, pričom už mali problémy s tekutosťou a praskaním počas odlievania. Čistým výsledkom je, že predpokladanú výhodu pevnosti 6061 aj tak nemožno spoľahlivo realizovať liatím pod tlakom.
Aké hliníkové zliatiny sa v skutočnosti používajú pri tlakovom liatí
Priemysel tlakového liatia sa usadil na krátkom zozname hliníkových zliatin, ktoré neustále poskytujú spoľahlivé a vysokokvalitné výsledky. Pochopenie týchto alternatív je nevyhnutné pri hodnotení, či pokračovať v tlakovom liatí dielu, ktorý bol pôvodne navrhnutý okolo roku 6061.
| Zliatina | Obsah Si (%) | UTS (MPa) | Primárny prípad použitia |
|---|---|---|---|
| A380 | 7,5 – 9,5 | ~317 | Všeobecný účel; celosvetovo najpoužívanejšia zliatina na tlakové liatie |
| A383 (ADC12) | 9.5 – 11.5 | ~310 | Komplexné tenkostenné diely; lepšia tekutosť ako A380 |
| A360 | 9,0 – 10,0 | ~317 | Tlaková tesnosť, odolnosť proti korózii |
| A413 | 11,0 – 13,0 | ~296 | Najvyššia tekutosť; hydraulické komponenty, zložité odliatky |
| Silafont-36 (Al-Si-Mg) | 9.5 – 11.5 | Až ~350 (T5/T7) | Konštrukčné automobilové tlakové odliatky; tepelne spracovateľný |
| 6061 | 0,40 – 0,80 | 310 (T6, tepaný) | Extrúzia, kovanie, obrábanie — nie tlakové liatie |
Samotný A380 predstavuje odhad 60 % alebo viac zo všetkých hliníkových odliatkov vyrobených v Severnej Amerike . Jeho kombinácia dobrých mechanických vlastností, vynikajúcej zlievateľnosti a rozumných nákladov z neho robí štandardný produkt. Keď dizajnéri potrebujú tepelne spracovateľný tlakovo liaty hliník s vyššou pevnosťou, čoraz viac sa obracajú na zliatiny ako Silafont-36 alebo Aural-2, ktoré sú od základov skonštruované tak, aby kombinovali dobré správanie pri tlakovom liatí so schopnosťou reagovať na starnutie – niečo, čo 6061 nedokáže poskytnúť vo forme tlakového odliatku.
Keď inžinieri špecifikujú 6061 a prečo prechádzajú
V mnohých scenároch vývoja produktu inžinieri špecifikujú 6061 na začiatku projektu, pretože sú s ním oboznámení, alebo preto, že prototypy boli vyrobené z polotovaru 6061. Keď sa objem výroby zvýši a tlakové liatie sa stane atraktívnym pre zníženie nákladov, otázka, či ponechať 6061, sa stáva skutočným rozhodovacím bodom. Typickým výsledkom je prechod na kompatibilnejšiu zliatinu na tlakové liatie, ale logika stojí za podrobné preskúmanie.
Požiadavky na mechanické vlastnosti
Inžinieri často špecifikujú 6061-T6 pre jeho pevnosť v ťahu približne 310 MPa a medzu klzu 276 MPa. Otázkou je, či tieto vlastnosti aplikácia skutočne vyžaduje, alebo boli vybrané konzervatívne na základe známosti. Tlakovo liate A380 dosahuje UTS okolo 317 MPa, veľmi blízko 6061-T6, a medzu klzu približne 159 MPa. Pre aplikácie, kde je medza klzu kritickým parametrom – ako sú štrukturálne konzoly alebo nosné kryty – A380 môže zaostať a technik má dve možnosti: navrhnúť geometriu s dodatočnou hrúbkou steny na kompenzáciu alebo prejsť na tepelne spracovateľnú zliatinu na tlakové liatie, ako je Silafont-36, ktorá môže dosiahnuť medzu klzu 240 MPa alebo vyššiu po úprave T5/T7.
Odolnosť proti korózii
6061 je známy svojou dobrou odolnosťou proti korózii, najmä v námornom a vonkajšom prostredí. A380 obsahuje vyšší obsah medi (až 3,5 %), čo znižuje jeho odolnosť proti korózii v porovnaní s 6061. Ak je potrebné, aby diel odolal soľnej hmle alebo sa používa v pobrežnom prostredí bez náteru, A380 môže vyžadovať povrchovú úpravu. A360 je alternatívna zliatina na tlakové liatie s nižším obsahom medi, ktorá poskytuje lepšiu odolnosť proti korózii a často sa špecifikuje, keď sú súčasťou procesu anodické alebo chromátové konverzné povlaky.
Eloxovanie a povrchová úprava
6061 eloxuje mimoriadne dobre. Zloženie s nízkym obsahom železa a medi vytvára číru, konzistentnú vrstvu anodického oxidu. Zliatiny na tlakové liatie, najmä tie s vysokým obsahom kremíka, zle eloxujú – častice kremíka zostávajú neeloxované a vo vrstve oxidu sa javia ako tmavosivé alebo čierne škvrny, čo znemožňuje dekoratívnu jasnú anodizáciu. Ak súčiastka z estetických dôvodov vyžaduje číre alebo farebné eloxovanie, tlakové liatie je nesprávny proces bez ohľadu na zliatinu. Odlievanie do piesku alebo gravitačné odlievanie do trvalej formy so zliatinami 6061 alebo podobnými tvárnenými zliatinami, po ktorých nasleduje úprava T6, je lepšou cestou pre eloxované diely pri miernych objemoch.
Obrobiteľnosť
6061 je radosť obrábať. Vytvára čisté triesky, drží prísne tolerancie a dobre prijíma závitovanie a rezanie závitov. Zliatiny na tlakové liatie sú vo všeobecnosti tvrdšie na rezné nástroje kvôli ich obsahu abrazívneho kremíka, hoci A380 zostáva podľa noriem tlakového liatia celkom obrobiteľný. Ak sa po odlievaní vyžaduje značné dodatočné opracovanie – napríklad presné vyvŕtané otvory, závitové vložky alebo tesné tolerancie rovinnosti – je potrebné to zohľadniť v porovnaní celkových nákladov na proces medzi tlakovým liatím s A380 a alternatívnymi procesmi s použitím 6061.
Alternatívne výrobné procesy pre hliník 6061
Keďže 6061 nie je vhodný na tlakové liatie, inžinieri, ktorí potrebujú materiálové vlastnosti 6061, by mali zvážiť nasledujúce výrobné procesy, z ktorých každý má svoje vlastné kompromisy z hľadiska geometrie, povrchovej úpravy, nákladov a škálovateľnosti objemu.
CNC obrábanie z predliatku alebo vytláčania
Pre malé až stredné objemy – zvyčajne menej ako 1 000 dielov za rok – je obrábanie 6061 polotovarov alebo extrúznych polotovarov často nákladovo najefektívnejším prístupom. 6061 stroje pri vysokých rýchlostiach s vynikajúcou životnosťou nástroja. Kompetentná CNC dielňa môže bežne udržiavať tolerancie ±0,025 mm (±0,001 palca). Obmedzením je plytvanie materiálom (pomery medzi nákupom a odletom môžu byť vysoké pre zložité diely) a čas cyklu pre zložité geometrie. Pri veľkoobjemovej výrobe náklady na obrábanie na diel rýchlo prevyšujú náklady na odlievanie.
Odlievanie do piesku a liatie do stálej formy
6061 možno odlievať do piesku alebo gravitačne plniť do trvalých foriem. Tieto procesy zahŕňajú nižšie vstrekovacie tlaky ako tlakové liatie, čo dáva zliatine čas na naplnenie formy. Pieskové odlievanie 6061 sa používa v leteckom a obrannom priemysle , kde požiadavky na certifikáciu materiálu vyžadujú skôr zloženie zliatiny a odozvu na tepelné spracovanie, než aby umožňovali náhradu štandardnou zliatinou na tlakové liatie. Medza klzu pieskových odliatkov 6061 upravených T6 typicky spadá do rozsahu 220–260 MPa, o niečo menej ako hodnota pri kovaní, ale postačujúca pre mnohé konštrukčné aplikácie. Náklady na nástroje na odlievanie do piesku sú nízke (v mnohých prípadoch pod 5 000 USD), vďaka čomu je životaschopný pri objemoch od jedného prototypu až po niekoľko tisíc dielov ročne.
Kovanie
6061 je jednou z najčastejšie kovaných hliníkových zliatin. Kovanie vyrovnáva štruktúru zŕn pozdĺž napäťových línií dielu a vytvára mechanické vlastnosti, ktoré presahujú odlievané aj opracované diely. Kovaný 6061-T6 môže dosiahnuť pevnosť v ťahu 330–350 MPa a medze klzu 295–310 MPa — zmysluplne vyššie ako štandardná špecifikácia tepaného plechu. Konštrukčné komponenty pre letectvo a kozmonautiku, komponenty pre bicykle a časti automobilového zavesenia sú často kované z 6061. Nevýhodou je, že kovacie zápustky sú drahé (často 20 000 – 80 000 USD za súpravu zápustiek) a proces je najvhodnejší pre časti s relatívne jednoduchou geometriou a bez podrezania.
Extrúzia
Extrúzia je pravdepodobne natívny proces 6061. Zliatina preteká matricou a vytvára dlhé, konštantné profily prierezu vysokou rýchlosťou. Vytláčacie nástroje stoja 500 – 3 000 USD za jednoduché profily, vďaka čomu je tento proces dostupný aj pri malých objemoch. Komplexné prierezy s dutými komorami sú dosiahnuteľné. Sekundárne operácie, ako je rezanie na dĺžku, dierovanie, vŕtanie a ohýbanie, premieňajú extrudované 6061 na hotové konštrukčné komponenty. Obmedzením je, že prierez musí byť rovnomerný po celej dĺžke – vytláčanie nemôže vytvoriť trojrozmernú zložitosť, ktorú dosahuje tlakové liatie.
Thixocasting a Rheocasting (polopevné spracovanie)
Spracovanie polotuhého kovu (SSM) je úzka, ale relevantná možnosť. Pri tixocastingu sa špeciálne pripravený predvalok 6061 s tixotropnou mikroštruktúrou zahrieva do polotuhého rozsahu a vstrekuje sa do formy. Pretože materiál je čiastočne pevný, tečie predvídateľnejšie, s menšou turbulenciou a menšou pórovitosťou ako konvenčné tlakové liatie. Výskumné štúdie to dokázali thixocast 6061-T6 môže dosiahnuť pevnosť v ťahu 280–310 MPa , veľmi blízko tepanému benchmarku. Obmedzením sú náklady: proces prípravy predvalkov (metódy SIMA alebo MHD) zvyšuje náklady a procesné okno je úzke, čo si vyžaduje prísnu kontrolu teploty. SSM spracovanie 6061 sa používa v automobilových a leteckých komponentoch, kde mechanický výkon a zložitá geometria musia koexistovať, ale nejde o bežný výrobný proces.
Vysokotlakové liatie vs. nízkotlakové a gravitačné procesy: Vplyv na životaschopnosť 6061
Stojí za to rozlišovať medzi rôznymi skupinami procesov odlievania, pretože problémy s 6061 sa výrazne líšia v závislosti od plniaceho tlaku a rýchlosti.
- Odlievanie pod vysokým tlakom (HPDC) : Vstrekovacie tlaky 10 000 – 30 000 psi, časy plnenia 10 – 100 ms. 6061 je úplne nevhodný. Kombinácia nízkej tekutosti, náchylnosti k praskaniu za tepla a spájkovania v matrici znemožňuje spoľahlivú výrobu v komerčnom meradle.
- Nízkotlakové liatie (LPDC) : Tlaky 5–15 psi (0,03–0,1 MPa), oveľa nižšie rýchlosti plnenia. 6061 tu vychádza lepšie. LPDC sa používa na výrobu kolies a niektorých konštrukčných automobilových odliatkov. Pomalšie plnenie znižuje turbulenciu a umožňuje niektorým zliatinám s nižšou tekutosťou prijateľný výkon. 6061 je možné odlievať nízkotlakovo so správnym riadením teploty, hoci si to vyžaduje starostlivé riadenie procesu.
- Trvalá gravitačná forma (GPM / kokilové liatie) : Žiadny aplikovaný tlak; kov sa plní gravitáciou. Toto je najzhovievavejší proces odlievania pre 6061 z hľadiska kompatibility zliatiny. Odliatky GPM v 6061 možno spoľahlivo tepelne spracovať T6 a dosiahnuť užitočné štrukturálne vlastnosti. Povrchová úprava a rozmerová konzistencia sú horšie ako HPDC, ale proces je pre túto zliatinu oveľa dostupnejší.
- Vákuové odlievanie : Variant HPDC, kde sa na dutinu formy pred vstrekovaním vytvorí vákuum, aby sa znížila pórovitosť. Zatiaľ čo podpora vákua zlepšuje hustotu dielov a umožňuje tepelné spracovanie v štandardných zliatinách na tlakové liatie, nerieši to základné problémy s tekutosťou alebo praskaním za tepla spojené s 6061 v kontexte HPDC.
Praktickým záverom je, že ak tlakové liatie konkrétne znamená HPDC – čo vo väčšine priemyselných konverzácií robí – potom by ste sa mali vyhnúť 6061. Ak sú v rozsahu nízkotlakové alebo gravitačné procesy, 6061 sa stáva životaschopnou možnosťou, najmä pre konštrukčné diely vyžadujúce tepelné spracovanie T6.
Porovnanie nákladov: tlakové liatie s A380 vs. alternatívne procesy s 6061
Náklady sú jedným z najbežnejších faktorov, ktoré stoja za otázkou, či tlakovo odlievať 6061 – návrhár zvyčajne požaduje materiálové vlastnosti 6061, ale hospodárnosť tlakového liatia na jednotlivé diely. V nasledujúcom porovnaní sa ako referencia používa reprezentatívna konštrukčná časť krytu s miernou zložitosťou.
| Proces | Zliatina | Náklady na nástroje (približne) | Cena za časť 10 000 ročne | Možné tepelné spracovanie? |
|---|---|---|---|---|
| HPDC | A380 | 30 000 – 100 000 USD | 2 – 8 dolárov | Obmedzené (riziko pórovitosti) |
| HPDC (štrukturálne) | Silafont-36 | 30 000 – 100 000 USD | $ 3 – $ 10 | Áno (pomocou vákua) |
| Gravitácia Perm. Pleseň | 6061 | 5 000 – 20 000 USD | 8 – 20 dolárov | Áno (dosiahnuteľné T6) |
| Odlievanie do piesku | 6061 | 1 000 – 8 000 USD | 15 – 40 dolárov | Áno (dosiahnuteľné T6) |
| CNC obrábanie | 6061 predvalok | 0 – 5 000 USD (upevnenie) | 20 – 80 dolárov | Áno (predupravená zásoba) |
Údaje ukazujú, že HPDC s A380 alebo konštrukčnou zliatinou na tlakové liatie prináša najnižšie náklady na jeden diel pri veľkých objemoch, ale vyžaduje akceptovanie materiálu, ktorý nie je 6061. Ak sa skutočne vyžaduje 6061 – napríklad kvôli špecifikáciám leteckých materiálov alebo špecifickým požiadavkám na certifikáciu korózie – potom gravitačné liatie alebo obrábanie sú ekonomicky racionálne cesty, akceptovanie vyšších nákladov na zliatinu.
Vznikajúce alternatívy: Zliatiny na tlakové liatie s tvárneným zložením
Priemysel neignoroval dopyt po tlakovo liatom hliníku s vlastnosťami bližšími 6061. Niekoľko vývojárov zliatin a zlievárenských špecialistov predstavilo zliatiny určené na preklenutie priepasti medzi štandardnými zliatinami na tlakové liatie a tvárnenými sériovými kompozíciami. Stojí za to vedieť o nich pre inžinierov, ktorí hodnotia svoje možnosti.
Castasil-37 (Al-Si-Mg, nízky obsah železa)
Castasil-37, vyvinutý spoločnosťou Rheinfelden Alloys, obsahuje približne 9–11 % kremíka s veľmi nízkym obsahom železa (pod 0,15 %) a kontrolovaným horčíkom. Jeho nízky obsah železa dramaticky znižuje tendenciu spájkovania v zápustke v porovnaní so štandardnými zliatinami a zliatinu možno odlievať pod tlakom na výrobu tenkých, zložitých profilov. Nezodpovedá úplnej odozve tepelného spracovania 6061, ale jeho vlastnosti po odliatí sú konkurencieschopné s mnohými aplikáciami, ktoré by inak zvažovali 6061.
Aural-2 a Aural-5
Ide o primárne hliníkové zliatiny vyvinuté špeciálne pre konštrukčné tlakové odliatky s vysokou integritou, najmä v automobilovom sektore, kde si nárazové vlastnosti vyžadujú vysokú pevnosť a vysokú ťažnosť. Aural-2 dosahuje hodnoty predĺženia 10–15 % v stave T7 , čo je porovnateľné s 6061-T6. Tieto zliatiny môžu byť odlievané pod tlakom pomocou vákuového HPDC a potom tepelne spracované bez výrazných pľuzgierov, čo predstavuje najbližšie dostupné priblíženie k vlastnostiam 6061 vo forme tlakového odliatku.
Zliatiny radu 6xxx optimalizované pre HPdc (fáza výskumu)
Akademické a priemyselné výskumné skupiny vyvíjajú modifikované zliatiny série 6xxx so zvýšenými prísadami kremíka, ktorých cieľom je zlepšiť výkon tlakového liatia pri zachovaní určitej odozvy vytvrdzovania starnutím. Tieto ešte nie sú komerčne zavedené v mierke, ale výsledky pilotnej výroby publikované v časopisoch, ako je Journal of Materials Processing Technology, naznačujú, že zliatiny s 3–5 % Si a vyváženými prísadami Mg môžu dosiahnuť pevnosť v ťahu 280–300 MPa po úprave T5 z HPDC. Toto zostáva aktívna oblasť rozvoja skôr ako hotová výrobná možnosť.
Praktická príručka rozhodovania: Výber medzi zliatinami 6061 a tlakovým liatím
Nasledujúci rozhodovací rámec má pomôcť inžinierom a produktovým dizajnérom rýchlo identifikovať správnu cestu pre ich špecifickú situáciu.
- Ak váš ročný objem presiahne 5000 dielov a zložitosť geometrie je vysoká, tlakové liatie s A380 alebo konštrukčnou zliatinou je takmer určite ten správny proces – prehodnoťte, či sú vlastnosti 6061 skutočne požadované alebo jednoducho známe.
- Ak sa pre hotový diel vyžaduje dekoratívne eloxovanie, tlakové liatie je úplne nesprávny proces. Použite extrudovaný alebo obrobený 6061 s vhodnou povrchovou úpravou.
- Ak sa od liateho dielu vyžaduje medza klzu nad 200 MPa, vyhodnoťte vákuovo podporovanú HPDC pomocou Silafont-36 alebo Aural-2 predtým, ako sa uchýlite k procesu gravitačného liatia s 6061.
- Ak špecifikáciu zliatiny stanovil zákazník, regulačný orgán alebo letecká norma citujúca 6061, nenahrádzajte. Použite gravitačné liatie, liatie do piesku alebo kovanie.
- Ak je objem pod 1 000 dielov za rok a geometria to umožňuje, CNC obrábanie zo zásob 6061-T6 poskytne najlepšie mechanické vlastnosti s najnižšou investíciou do nástrojov.
- Ak sú hlavnými hnacími silami úspora hmotnosti a konštrukčná efektívnosť, zvážte, či je kovaný 6061 opodstatnený – výkovky môžu znížiť hmotnosť dielu o 15 – 30 % v porovnaní s ekvivalentným odlievaným dielom, pretože vynikajúci pomer pevnosti k hmotnosti umožňuje tenšie časti.
Žiadna odpoveď nezodpovedá každému produktu. Ale konzistentný konsenzus odvetvia je jasný: nepokúšajte sa o vysokotlakové odlievanie hliníka 6061, ak sú cieľom spoľahlivé výsledky vo výrobnej kvalite. Metalurgický nesúlad medzi zložením 6061 a požiadavkami procesu tlakového liatia nie je inžinierskym problémom, ktorý treba prekonať optimalizáciou procesu – je to základný problém výberu materiálu, ktorý sa najlepšie vyrieši výberom správnej zliatiny pre správny proces od začiatku.