Domov / Novinky / Priemyselné správy / Prečo je liatie do piesku lepšie ako liatie pod tlakom v mnohých aplikáciách
Krátka odpoveď: Odlievanie do piesku vyhráva z hľadiska nákladov, flexibility a rozsahu
Ak sa rozhodujete medzi liatím do piesku a liatím pod tlakom, rozhodnutie závisí od toho, čo skutočne potrebujete. Odlievanie do piesku je lepšie ako tlakové liatie, keď sú rozpočty na nástroje obmedzené, keď sú diely veľké alebo geometricky zložité, keď ide o nízke až stredné objemy výroby, alebo keď sa musia použiť železné kovy, ako je oceľ a železo. Tlakové liatie vyniká pri veľkoobjemovej výrobe malých tenkostenných hliníkových alebo zinkových dielov, kde je rozhodujúca povrchová úprava a rozmerová konzistencia. Ale pre širokú škálu priemyselných, inžinierskych a prototypových aplikácií zostáva liatie do piesku praktickejšou a ekonomickejšou voľbou.
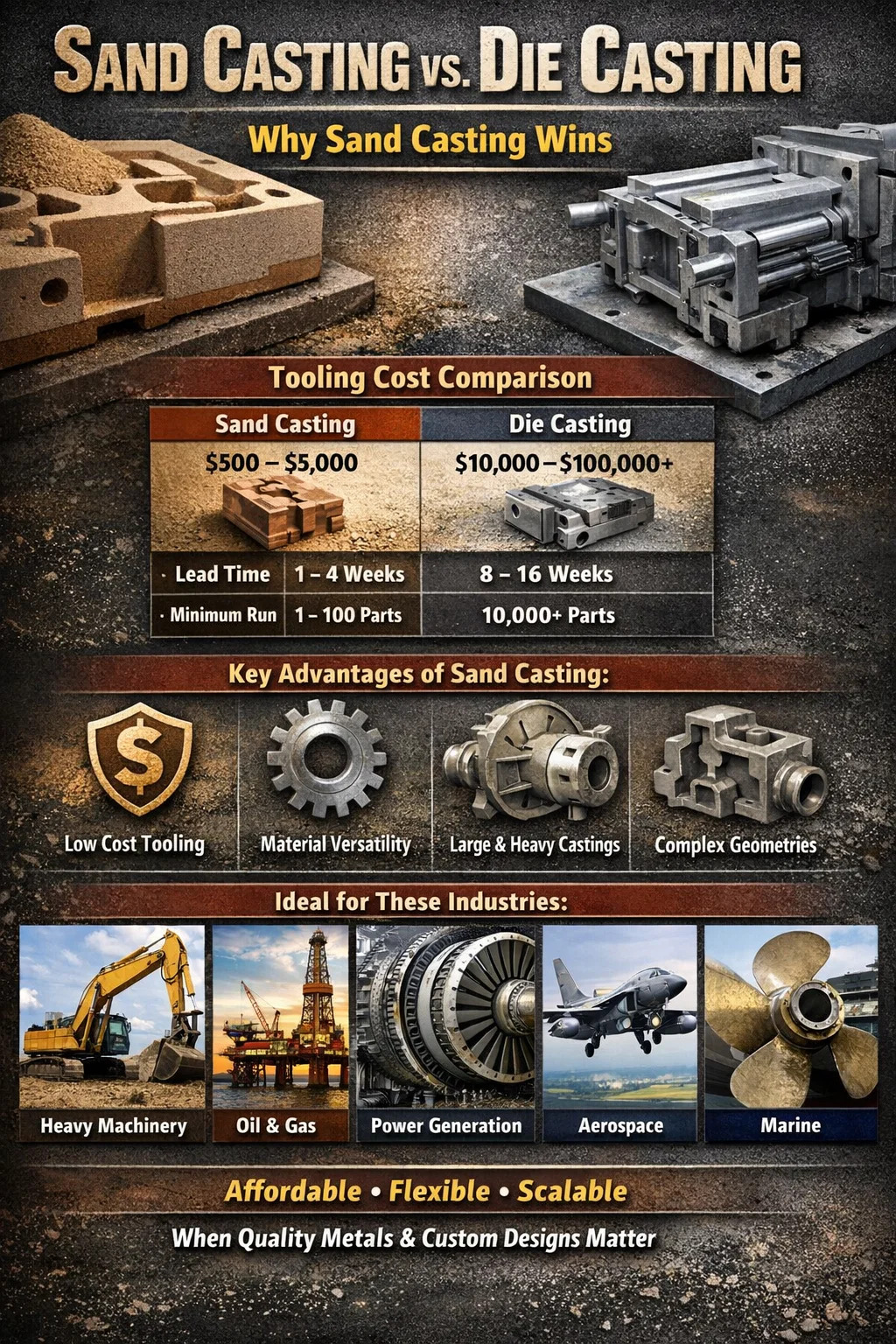
Zásadný rozdiel spočíva v nástrojoch. Forma na tlakové liatie môže stáť kdekoľvek 10 000 až viac ako 100 000 USD , zatiaľ čo vzor odlievania do piesku zvyčajne stojí medzi 500 dolárov a 5 000 dolárov . Pre čokoľvek iné ako masová výroba beží v stovkách tisíc, len táto medzera robí liatie do piesku inteligentnejším finančným rozhodnutím.
Náklady na nástroje: Odlievanie do piesku má rozhodujúcu výhodu oproti tlakovému odlievaniu
Tlakové liatie vyžaduje kalené oceľové matrice, ktoré musia vydržať tisíce vstrekovacích cyklov pod extrémnym tlakom – často medzi 1 500 a 25 000 psi. Výroba týchto lisovníc si vyžaduje presné obrábanie, tepelné spracovanie a rozsiahle overovanie kvality. Dodacia lehota pre formu na tlakové liatie je zvyčajne 8 až 16 týždňov a po zostavení sú úpravy drahé alebo nemožné bez zošrotovania celého nástroja.
Pieskové odlievacie vzory sú naopak vyrobené z dreva, živice alebo hliníka. Sú oveľa jednoduchšie na výrobu, ľahšie upraviteľné a výrazne lacnejšie. Ak je po počiatočnej výrobe potrebná zmena dizajnu, vzor odlievania do piesku možno prepracovať alebo prebudovať za zlomok nákladov na zmenu formy na tlakové liatie.
Pre vývoj prototypov a iteratívne inžinierstvo je tento rozdiel transformačný. Produktový tím, ktorý vyvíja kryt priemyselného čerpadla alebo vlastný držiak, môže otestovať tri alebo štyri iterácie dizajnu pri odlievaní do piesku za rovnakú cenu ako jedna forma na tlakové liatie. To urýchľuje vývoj produktov a znižuje finančné riziko v počiatočných fázach projektu.
| Faktor | Odlievanie do piesku | Odlievanie pod tlakom |
|---|---|---|
| Typické náklady na nástroje | 500 – 5 000 dolárov | 10 000 – 100 000 USD |
| Dodacia lehota nástrojov | 1 – 4 týždne | 8 – 16 týždňov |
| Náklady na úpravu dizajnu | Nízka | Veľmi vysoká |
| Minimálny životaschopný beh | 1 – 100 dielov | 10 000 dielov |
Všestrannosť materiálu: Odlievanie do piesku pracuje s kovmi Odlievanie pod tlakom Nedá sa zvládnuť
Toto je jedno z najvýznamnejších technických obmedzení tlakového liatia, ktoré často zostáva nepovšimnuté. Odlievanie pod tlakom sa vo veľkej miere obmedzuje na neželezné kovy s relatívne nízkymi teplotami topenia – predovšetkým hliník (teplota topenia ~1220 °F / 660 °C), zinok (~787 °F / 419 °C) a horčík (~1202 °F / 650 °C). Dôvod je jednoduchý: extrémne teploty potrebné na roztavenie železných kovov by v krátkom čase zničili oceľové matrice.
Odlievanie do piesku takéto obmedzenie nemá. Bežne sa používa s:
- Šedá liatina a tvárna liatina (teplota topenia ~2 100 °F / 1 150 °C)
- Uhlíková oceľ a nehrdzavejúca oceľ (~2 500 – 2 800 °F / 1 370 – 1 538 °C)
- Zliatiny medi a mosadze (~1 750 – 1 980 °F / 955 – 1 082 °C)
- Zliatiny niklu a superzliatiny používané v letectve a energetike
- Hliník a hliníkové zliatiny (kompatibilné s oboma procesmi)
Pre priemyselné odvetvia, ktoré závisia od železných alebo oceľových komponentov – ako sú ťažké stroje, stavebné zariadenia, poľnohospodárske stroje a námorné inžinierstvo – nie je odlievanie do piesku len preferenciou. Je to jediná realizovateľná možnosť odlievania. Zvážte to šedá liatina predstavuje zhruba 70 % všetkých odliatkov vyrobených na celom svete a takmer celý tento objem sa vyrába odlievaním do piesku. Táto štatistika sama o sebe signalizuje, kde proces skutočne dominuje.
Najmä tvárna liatina ponúka kombináciu pevnosti v ťahu, ťažnosti a opracovateľnosti, vďaka čomu je preferovaným materiálom pre ozubené kolesá, kľukové hriadele, hydraulické komponenty a konštrukčné diely. Žiadna z týchto aplikácií nie je dostupná prostredníctvom tlakového liatia. Odlievanie do piesku je vstupnou bránou k celej škále technických kovov, nielen k podskupine, ktorá vyhovuje teplotným obmedzeniam tlakového liatia.
Veľkosť a hmotnosť dielu: Váhy na liatie do piesku tam, kde nie je možné tlakové liatie
Stroje na tlakové liatie sú výkonné, ale sú fyzicky obmedzené. Dokonca aj najväčšie stroje na vysokotlakové liatie pod tlakom v komerčnom využití dosahujú špičku vo výrobe súčiastok s hmotnosťou okolo 50 až 75 libier (22 až 34 kg) . Samotná matrica sa musí zmestiť do veľkosti dosky stroja a príslušné vstrekovacie tlaky robia veľmi veľké diely konštrukčne nepraktickými.
Odlievanie do piesku nie je limitované takmer ničím, čo sa týka veľkosti ani hmotnosti. Bloky motorov, skrine turbín, skrine čerpadiel, lodné vrtule a telesá priemyselných ventilov sú pravidelne odlievané do piesku. Váženie dielov niekoľko ton nie sú nezvyčajné v odvetviach, ako je výroba energie, baníctvo a ropa a plyn na mori. Jediný komponent z pieskovej liatiny pre veľký dieselový motor môže vážiť 500 libier alebo viac – čo je úplne mimo rozsahu akéhokoľvek procesu tlakového liatia.
Táto škálovateľnosť znamená, že pre inžinierov pracujúcich na veľkých kapitálových zariadeniach alebo konštrukčných komponentoch sa liatie do piesku nevyberá pred tlakovým liatím ako kompromis – je to jediný proces, ktorý dokáže fyzicky vyrobiť to, čo je potrebné. Forma je jednoducho prestavaná z piesku zakaždým, takže neexistuje žiadny limit stroja, žiadne obmedzenie kapacity lisovnice a žiadny strop vstrekovacieho tlaku, ktorý by bolo potrebné obísť.
Geometrická zložitosť a vnútorné vlastnosti: Odlievanie do piesku ponúka väčšiu slobodu dizajnu
Tlakové liatie používa pevné kovové matrice, ktoré sa musia otvárať a zatvárať v priamej línii, čo znamená, že každý prvok dielu musí byť orientovaný tak, aby umožnil oddelenie formy bez podrezania nástroja. Zložité vnútorné priechody, hlboké dutiny a podrezania sú buď nemožné, alebo si vyžadujú nákladné mechanizmy s vedľajším účinkom, ktoré výrazne zvyšujú náklady na matricu.
Pieskové odlievanie používa spotrebné formy a jadrá. Jadro je samostatný pieskový tvar umiestnený vo vnútri dutiny formy na vytvorenie vnútorných dutín – dutých komôr, priechodov, kanálov a zložitých vnútorných geometrií, ktoré by boli fyzicky nemožné v pevnej matrici. Táto schopnosť je dôvodom, prečo sa liatie do piesku používa pre bloky motorov s vodnými plášťami, potrubia s vnútornými prietokovými kanálmi a telesá ventilov s viacerými vnútornými kanálmi.
Čo umožňujú jadrá pri liatí do piesku
- Vnútorné chladiace kanály v komponentoch motora a turbíny
- Duté konštrukčné časti, ktoré znižujú hmotnosť bez obetovania pevnosti
- Komplexné prietokové kanály tekutiny v telese čerpadla a ventilu
- Podrezané geometrie, ktoré by uzamkli časť vo vnútri pevnej matrice
- Viaceré pretínajúce sa vnútorné dutiny v jednom odliatku
Tlakové liatie môže v niektorých aplikáciách produkovať jadrá s použitím rozpustných alebo odlomiteľných vložiek, čo však zvyšuje náklady a zložitosť procesu, čo rýchlo narúša výhody efektívnosti, ktoré tlakové liatie bežne ponúka. Pre diely, kde je prioritou dizajnu vnútorná geometria, je liatie do piesku architektonicky lepšie.
Požiadavky na hrúbku steny sa tiež výrazne líšia. Tlakové liatie môže produkovať veľmi tenké steny — niekedy také tenké ako 0,040 palca (1 mm) - čo je vynikajúce pre ľahké spotrebné alebo automobilové diely. Ale tiež presadzuje požiadavky na jednotnosť, aby sa zabezpečilo, že tok kovu vyplní matricu. Pieskové odlievanie je tolerantnejšie voči rôznym hrúbkam stien v rámci jedného dielu, čo dáva dizajnérom väčšiu voľnosť pri vytváraní zložitých štruktúr s hrubými aj tenkými časťami.
Objem výroby: Prečo je liatie do piesku lepšie pre nízko až stredne objemové prevádzky
Ekonomika tlakového liatia je postavená na amortizácii veľmi vysokých fixných nákladov na nástroje na veľmi veľký počet dielov. Keď táto amortizácia funguje – keď vyrábate 50 000, 100 000 alebo 500 000 rovnakých dielov – nízke jednotkové náklady na tlakové liatie sa stanú presvedčivými. Proces tlakového liatia je rýchly: typický cyklus tlakového liatia hliníka trvá medzi 30 a 60 sekúnd a stroje môžu bežať s minimálnou námahou v prostrediach s vysokou automatizáciou.
Ale mimo tohto veľkoobjemového kontextu sa matematika obráti. Pre kupujúceho, ktorý potrebuje 500 vlastných krytov rozdeľovača ročne, výdavky 50 000 USD na formu na tlakové liatie znamenajú, že samotné náklady na nástroje pridajú 100 USD na diel predtým, ako sa roztaví jedna libra hliníka. Rovnaká súčiastka pri liatí do piesku so vzorom 3 000 USD pridáva iba 6 USD v nákladoch na nástroj na jednotku – rozdiel, ktorý zriedka zmizne, aj keď sa zohľadnia pomalšie časy cyklu odlievania do piesku a vyšší obsah práce na jednotku.
To je dôvod, prečo sa výrobcovia letectva, obrany, ropy a zemného plynu a zákazkových priemyselných zariadení vo veľkej miere spoliehajú na odlievanie do piesku. Ich objem výroby sa často pohybuje v desiatkach až nízkych tisíckach ročne. V týchto súvislostiach nie je liatie do piesku kompromisom – je to jediná racionálna ekonomická voľba.
Rovnomerný objem medzi liatím do piesku a liatím pod tlakom
Bod kríženia, v ktorom sa tlakové liatie stáva hospodárnejším ako liatie do piesku, závisí od zložitosti dielu, veľkosti a materiálu. Ako všeobecné kritérium:
- Pre malé hliníkové diely do 2 libier sa tlakové liatie často stáva konkurencieschopným vyššie 10 000 – 20 000 dielov ročne
- Pre stredné časti medzi 2–10 libier sa hranica rentability pohybuje na 25 000 – 75 000 dielov ročne
- V prípade veľkých alebo zložitých dielov zostáva liatie do piesku často nákladovo efektívne pri akomkoľvek komerčne primeranom objeme
Toto sú hrubé odhady a skutočné body zvratu by sa mali vždy vypočítať pre konkrétnu aplikáciu. Ale ilustrujú, že väčšina aplikácií priemyselného odlievania – najmä v sektoroch, kde záleží na prispôsobení, spoľahlivosti a materiálovom výkone viac ako na cene za jednotku – spadá do výhodnej zóny odlievania do piesku.
Pórovitosť a mechanické vlastnosti: Riešenie slabosti tlakového liatia
Jednou z najmenej diskutovaných nevýhod tlakového liatia je problém pórovitosti. Keď sa roztavený kov vstrekuje do formy pri vysokom tlaku, vzduch sa môže zachytiť v diele, čím sa vytvárajú mikroskopické dutiny – pórovitosť – ktorá ohrozuje štrukturálnu integritu. Vysokotlakové odliatky sú často nevhodné na tepelné spracovanie pretože teplo spôsobuje expanziu zachytených plynov, čo spôsobuje pľuzgiere alebo deformáciu, ktorá ničí súčiastku.
Toto je významné technické obmedzenie. Mnohé zliatiny hliníka a horčíka rozvinú svoje úplné mechanické vlastnosti až po tepelnom spracovaní a starnutí (napríklad tempera T6). Ak samotný proces odlievania bráni tepelnému spracovaniu, finálna časť pracuje so zlomkom potenciálnej pevnosti a tvrdosti materiálu. Vákuové liatie a tlakové liatie môžu znížiť pórovitosť, ale ide o prémiové procesy, ktoré zvyšujú náklady a nie sú všeobecne dostupné.
Odlievanie do piesku, pretože plní formu pri nižšej rýchlosti pod gravitáciou alebo nízkym tlakom, produkuje podstatne menej zachyteného plynu. Diely liate do piesku sa zvyčajne dajú bez problémov tepelne spracovať, čo umožňuje dosiahnuť úplné vlastnosti zliatiny. Pre konštrukčné aplikácie v leteckom a kozmickom priemysle, v automobilovom priemysle alebo v ťažkých zariadeniach, kde je kritická certifikácia materiálov a mechanické vlastnosti, je to rozhodujúca výhoda.
Okrem toho komponenty z pieskovej liatiny – najmä z tvárnej liatiny – vykazujú vynikajúcu opracovateľnosť, tlmenie vibrácií a odolnosť proti opotrebeniu. Toto sú vlastnosti, ktoré sú vlastné materiálu a sú plne dostupné prostredníctvom procesu odlievania do piesku, bez obmedzení pórovitosti, ktoré obmedzujú aplikácie tlakového liatia.
Dodacia lehota na nové diely: Odlievanie do piesku vám umožní rýchlejšie súčiastky v počiatočných fázach
Keď je rýchlo potrebná nová súčiastka – či už pri vyhodnocovaní prototypu, núdzovej výmene alebo pilotnej výrobe – je časová výhoda liatia do piesku podstatná. Pretože sa modely odlievania do piesku vyrábajú jednoducho a rýchlo, často je možné dodať odliatok prvého výrobku 2 až 6 týždňov od finalizácie dizajnu. Niektoré zlievarne, ktoré sa špecializujú na rýchloobrátkové odlievanie do piesku, môžu dodať prototypové odliatky už za menej ako 5 až 10 pracovných dní .
V porovnaní s tlakovým liatím, kde samotné obrábanie trvá 8 až 16 týždňov, kým sa vyrobí jeden výrobný diel, je výhoda časovej osi odlievania do piesku počas vývoja nového produktu obrovská. Pre spoločnosti s agresívnymi plánmi uvádzania na trh alebo pre situácie údržby, kde kritický komponent potrebuje rýchlu výmenu, sa tento rozdiel môže premietnuť priamo do skrátenia prestojov, rýchlejšieho času uvedenia na trh a nižšieho rizika programu.
Vďaka tomu je liatie do piesku štandardnou voľbou pre náhradné diely na starnúcich strojoch alebo starších zariadeniach, kde nezostali žiadne existujúce nástroje. Keď 30-ročný priemyselný lis potrebuje náhradné železné puzdro, ktoré pôvodne vyrobila spoločnosť, ktorá už neexistuje, odlievanie do piesku umožňuje vytvoriť nový vzor z technického výkresu alebo fyzickej vzorky a reprodukovať súčiastku za rozumnú cenu. Obnovenie formy na tlakové liatie pre jeden náhradný diel by bolo ekonomicky absurdné.
Špecifické odvetvia, v ktorých liatie do piesku prevyšuje liatie pod tlakom
Pochopenie toho, ktoré odvetvia sa spoliehajú na liatie do piesku pred liatím pod tlakom, pomáha objasniť, kde sa sústreďujú skutočné výhody. Tieto odvetvia si dôsledne vyberajú liatie do piesku, pretože ich technické a obchodné požiadavky sú v súlade s tým, čo daný proces robí najlepšie.
Ropné a plynové zariadenia
Telesá ventilov, telesá čerpadiel, rozvody a komponenty vrtu vyžadujú oceľ alebo tvárnu liatinu, musia zvládnuť extrémny tlak a často sa vyrábajú v malých objemoch pre špecifické aplikácie. Odlievanie do piesku poskytuje materiálovú kompatibilitu, schopnosť vnútornej geometrie a mechanickú integritu, ktorú tieto aplikácie vyžadujú. Tlakové liatie tu nemôže konkurovať.
Ťažba a ťažké zariadenia
Čeľuste drviča, zuby lyžice, opotrebiteľné platne a konštrukčné komponenty banských strojov sú vyrobené z mangánovej ocele, chrómového železa a iných tvrdých železných zliatin, ktoré tlakové liatie nedokáže spracovať. Diely v tomto sektore bežne vážia stovky libier, čo je ďaleko za kapacitou akéhokoľvek stroja na tlakové liatie. Odlievanie do piesku je jedinou schodnou výrobnou cestou.
Generovanie energie
Telesá turbín, skrine obežného kolesa a koncové zvony generátora vyrobené z nehrdzavejúcej ocele alebo zliatin niklu pre elektrárne a priemyselné turbíny sú univerzálne odlievané do piesku. Kombinácia materiálových požiadaviek, veľkosti dielov a nízkych ročných objemov výroby znemožňuje tlakové liatie pre tieto aplikácie ekonomicky a technicky.
Aerokozmický a obranný prototyp
Dokonca aj v sektore, kde je presnosť prvoradá, sa odlievanie do piesku široko používa na vývoj prototypov a nízkoobjemových konštrukčných dielov. Schopnosť rýchlo opakovať, používať letecké zliatiny a vyrábať diely, ktoré môžu byť plne tepelne spracované a mechanicky testované, robí z odlievania do piesku štandardný nástroj v programoch odlievania v leteckom priemysle pred tým, než sa zapojí do drahších výrobných procesov.
Námorníctvo a stavba lodí
Lodné vrtule, kormidlové rámy a konštrukčné komponenty pre námorné plavidlá sú často obrovské a vyrobené z nehrdzavejúceho bronzu, niklovo-hliníkového bronzu alebo nehrdzavejúcej ocele. Odlievanie do piesku je jediný proces, ktorý dokáže zvládnuť tieto požiadavky, a je to štandardná metóda výroby námorných komponentov po stáročia.
Keď je tlakové liatie v skutočnosti tou lepšou voľbou
Úplná odpoveď si vyžaduje uznať, kde tlakové liatie skutočne vyhráva. Odlievanie pod tlakom je lepšie ako odlievanie do piesku v troch dobre definovaných scenároch:
- Veľkosériová výroba malých neželezných dielov: Pri výrobe stoviek tisíc hliníkových, zinkových alebo horčíkových dielov ročne je hospodárnosť tlakového liatia na jednotku neprekonateľná. Klasickými príkladmi sú kľučky automobilových dverí, elektronické kryty a kryty malých spotrebičov.
- Povrchová úprava a rozmerová konzistencia: Tlakovým liatím sa vyrábajú diely so sieťovým alebo takmer sieťovým tvarom s povrchovou úpravou 32–63 mikropalcov Ra a rozmerovými toleranciami, ktoré často nevyžadujú žiadne dodatočné opracovanie. Pieskové odlievanie zvyčajne vytvára drsnejšie povrchy (125 – 500 mikropalcov Ra) a vyžaduje viac opracovania, aby sa dosiahli úzke tolerancie.
- Tenkostenné ľahké konštrukcie: Ak konštrukcia vyžaduje steny menšie ako 3 mm, ktoré si stále vyžadujú štrukturálnu integritu, vysokotlakové vstrekovanie zaisťuje úplné vyplnenie. Gravitačné liatie do piesku môže mať problémy so spoľahlivým vyplnením extrémne tenkých častí.
Uznanie týchto výhod robí porovnanie úprimným. Tlakové liatie nie je podradný proces – je to proces optimalizovaný pre špecifický súbor podmienok. Ak tieto podmienky nie sú splnené, vo väčšine zostávajúcich scenárov je lepšou odpoveďou liatie do piesku.
Environmentálne a prevádzkové hľadiská
Odlievanie do piesku má často prehliadanú výhodu trvalej udržateľnosti: piesok je recyklovateľný. Moderné zlievarne regenerujú a znovu používajú 90 % alebo viac ich formovacieho piesku prostredníctvom tepelných alebo mechanických rekultivačných systémov. Zatiaľ čo pri tlakovom liatí sa nepoužívajú spotrebné nástrojové materiály rovnakým spôsobom, energetická náročnosť údržby strojov na tlakové liatie – veľkých hydraulických lisov, nástrojov s reguláciou teploty a vysokotlakových vstrekovacích systémov – je značná.
Miera odpadu pri tlakovom liatí je tiež faktorom. Pretože kov vstrekovaný do formy tiež napĺňa žľaby, prepady a sušienky (kovový kotúč z puzdra strely), rýchlosť šrotu z tlakového liatia môže klesať 20 – 40 % celkovej spotreby kovu na typickú časť, aj keď veľká časť je recyklovateľná. Pomery šrotu pri liatí do piesku, najmä v prípade železa, sú často nižšie v absolútnom vyjadrení na jednotku dodaného kovu, keď sú veľkosti dielov veľké.
Z hľadiska prevádzkovej stopy sú zlievárne na odlievanie do piesku dostupné vo viacerých geografických lokalitách po celom svete. Tlakové liatie vyžaduje presné obrábacie stroje na výrobu foriem a veľké odlievacie stroje, ktoré predstavujú značné kapitálové investície. Pre výrobcov na rozvíjajúcich sa trhoch alebo pre zásobovanie regionálnym dodávateľským reťazcom je kapacita zlievarne do piesku oveľa širšia, čo znižuje logistické náklady a riziko dodávateľského reťazca.
Zhrnutie: Výber pieskového odlievania pred tlakovým odlievaním
Otázka, či je liatie do piesku lepšie ako liatie pod tlakom, nemá jedinú univerzálnu odpoveď – má však jasnú odpoveď pre väčšinu aplikácií odlievania, s ktorými sa stretávame v priemyselnej a inžinierskej praxi. Odlievanie do piesku je lepšou voľbou, keď:
- Objemy výroby sú nižšie ako 10 000 – 25 000 dielov za rok pre typické veľkosti dielov
- Požadovaný materiál je železo, oceľ, nehrdzavejúca oceľ, zliatina medi alebo akýkoľvek železný kov
- Veľkosť alebo hmotnosť dielu presahuje to, čo môžu stroje na tlakové liatie fyzicky pojať
- Je pravdepodobná iterácia návrhu a náklady na úpravu nástrojov musia byť nízke
- Vyžaduje sa vnútorná geometria, jadrá alebo zložité priechody
- Pre plné mechanické vlastnosti je potrebné tepelné spracovanie finálneho odliatku
- Prioritou je rýchle dodanie prvých článkov alebo prototypov
- Náhradné diely pre staršie alebo vlastné vybavenie je potrebné reprodukovať
Tlakové liatie si zasluhuje svoje miesto vo veľkoobjemovej spotrebnej a automobilovej výrobe, kde sa hliníkové a zinkové diely musia vyrábať rýchlo, s vynikajúcou povrchovou úpravou, pri najnižších možných jednotkových nákladoch. Odlievanie do piesku však pokrýva oveľa širší rozsah inžinierskych potrieb, zvláda širšiu škálu materiálov, od jednotlivých prototypov až po tisíce dielov a zostáva nákladovo efektívne v situáciách, kde ekonomika tlakového liatia jednoducho nefunguje. Pre každého inžiniera alebo odborníka na obstarávanie, ktorý hodnotí možnosti procesu odlievania, by malo byť odlievanie do piesku východiskovým bodom – a bremeno ospravedlnenia by malo spočívať v tom, že sa od neho odkloní, nie v jeho výbere.